Для России это технологическое направление также актуально. Развивается рынок оборудования и технологий 3D-печати пластиком. На выставке «Металообработка-2016» показан первый серийный российский станок для послойного спекания металлопорошков производства группы компаний «Лазеры и Аппаратура» (рис. 1). Институтами ИЛИСТ, ЦНИТМАШ, УрФУ, МГТУ им. Н. Э. Баумана созданы опытные установки аддитивного лазерного выращивания из металлических порошков. Создается опытное оборудование для аддитивного выращивания электронно-лучевым методом. Работы осуществляются в направлении разработки отечественных материалов, технологий производства деталей для различных актуальных приложений, сертификации изделий и т.д. Проводятся многочисленные конференции как научные с целью обмена достижениями, так и для широкого круга специалистов для популяризации технологий и демонстрации их новых возможностей. Безусловно, в данной ситуации мировой опыт чрезвычайно интересен.

Рис. 1. Станок для послойного спекания МL6-1 фирмы «Лазеры и Аппаратура» Настоящей статьей мы начинаем обзор лазерных аддитивных технологий и оборудования, а также актуальных проблем и задач, связанных с их применением.
Ключевые особенности и отличия основных методов
Лазерные аддитивные технологии можно разделить на две группы. Различные производители могут использовать некоторые другие термины, что связано в первую очередь не с разницей в технологическом процессе, а с вопросами патентования названий.
1) SLM — Selective Laser Melting — селективное лазерное сплавление (синтез или спекание) с использованием ванны расплава (рис. 2, 3). Речь идет о наличии некой поверхности, на которой сначала формируют слой, а затем в этом слое выборочно отверждают (фиксируют) материал. К этой категории относятся такие обозначения технологии, как SLS и SLA, DMLS, Laser Cusing, SPLA и другие.
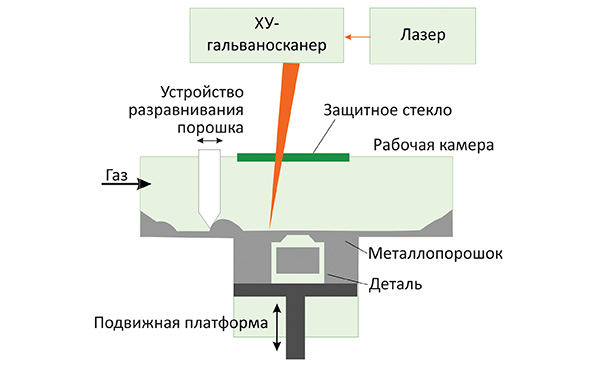
Рис. 2. Схема построения детали по SLM-технологии 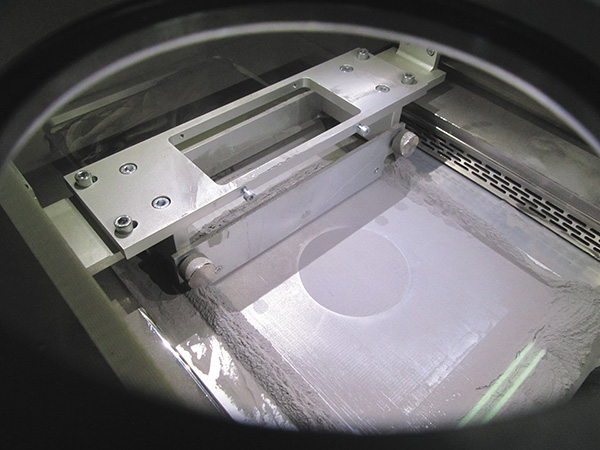
Рис. 3. Рабочая камера станка ML6-1 фирмы «Лазеры и аппаратура» 2) LMD — Laser Metal Deposition — прямое лазерное осаждение или прямое лазерное выращивание с использованием прямой подачи порошка или проволоки непосредственно вместо построения (рис. 4, 5). К этой категории относятся технологии: DMD — Direct Metal Deposition, LENS — Laser Engineered Net Shape, DM — Direct Manufacturing, MJS — Multiphase Jet Solidification.
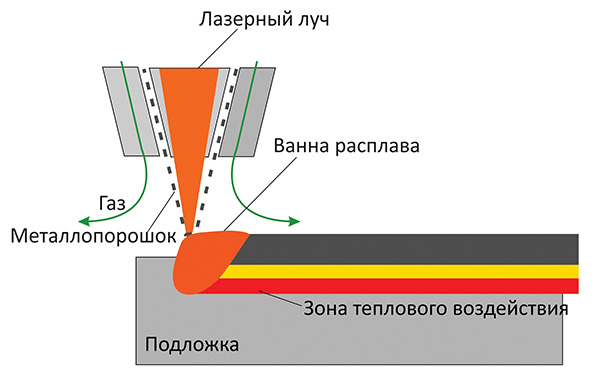
Рис. 4. Схема построения детали по LMD-технологии 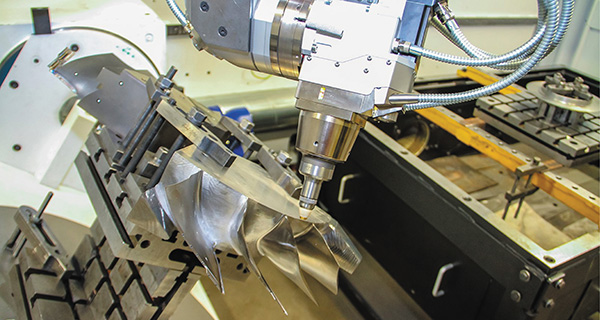
Рис. 5. Лазерная коаксильная LMD наплавка сферическими порошками В настоящий момент мировые лидеры в области аддитивных технологий отмечают в качестве основных преимуществ метода SLM высокую точность и качество построения. С помощью этой технологии возможно создавать практически сколь угодно сложные изделия с полостями внутри и нависающими частями. Однако скорости построения и размер выращиваемых деталей в таких системах ограничены.
Прямое осаждение, в свою очередь, позволяет вести построение с большими скоростями и в большем объеме. Исследовано значительное число материалов, однако точность здесь ниже и сложность выращиваемых деталей ограничена (рис. 6, таблица 1).
Таблица 1.
| LMD | SLM |
| Материалы | большой выбор порошков | ограниченное количество порошков |
| Размеры детали | Ограничен ходом осей | Ограничен размером камеры |
| Сложность | Ограничена | Не ограничена |
| Точность | >=0,3 мм | >=0,1 мм |
| Скорость построения | 10-40 куб. см/час | 2-10 куб. см/час |
| Субстрат | Поверхности сложной формы
Уже существующая деталь | Плоская поверхность
Специальная платформа |
| Rz | 60-100 мкм | 30-50 мкм |
| Толщина слоя | 0,1-1 мм | 0,03-0,1 мм |
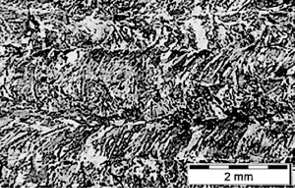
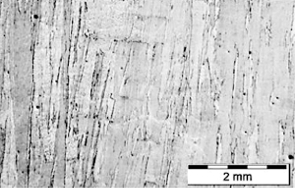
Рис. 6. LMD (а) и SLM-структуры (b) Показателен опыт изготовления одной и той же детали с применением SLM и LMD технологий. В этих целях была изготовлена опорная деталь самолета Airbus A 320, предназначенная для крепления двигателя под крыло из сплава Инконель 718. Полученная деталь должна быть устойчива к высоким температурным, химическим и механическим воздействиям. На текущий момент изготавливается при помощи литья и фрезеровки.
Кроме определенной разницы в структуре полученного материала (рис. 6) и прочности на разрыв и сжатие, обращают на себя внимание следующие различия:
LMD. Время построения составило 14 часов, скорость построения составила 146,7 куб. мм/сек. В ходе построения требовалась корректировка параметров, отсутствовали некоторые отверстия (требовалась дополнительная обработка).
SLM. Время построения составило 40 часов, скорость — 15 куб. мм/сек. При этом уровень и качество детализации были очень высокими.
Области эффективного использования
Вопросов стоит много: от сложности внедрения и сертификации деталей, производимых новым методом до ограниченного числа экспертов-технологов. Однако по большому счету эти сопутствующие вопросы и их решение — дело времени. При этом ключевой является перспективность технологии как таковой, целесообразность и эффективность внедрения аддитивных технологий в производство.
В целом производство деталей с помощью лазерных аддитивных технологий конкурентоспособно по стоимости в первую очередь в тех случаях, когда речь идет о производстве небольшого количества деталей, имеющих сложную геометрию (рис. 7). Именно этим объясняется значительный спрос на установки послойного лазерного синтеза металлических изделий в авиационной промышленности, космической индустрии, стоматологии и производстве имплантатов.
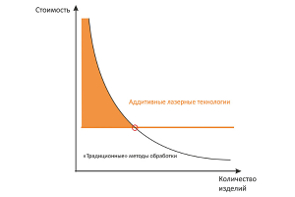
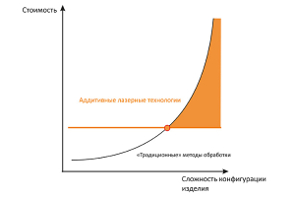
Рис. 7. Графики эффективности применения аддитивных технологий В последние годы большое внимание в самолетостроении и автомобильной промышленности уделяется технологиям, позволяющим создавать облегченные конструкции. Их применение обеспечивает дополнительную экономию горючего. При создании Airbus A380 в начале 2000-х активно внедрялась технология лазерной сварки некоторых деталей фюзеляжа взамен традиционной клепки. Тогда это позволило уменьшить вес на 15 %. В самолетостроении уменьшение веса на 1 кг позволяет сэкономить до 100 литров топлива в год, а в автомобилестроении уменьшение веса на 10 % дает экономию на топливе 4 %. Внедрение таких облегченных конструкций, как правило, требует их изготовления с помощью аддитивных лазерных технологий (рис. 8, 9, 10).

Рис. 8. Снижение веса конструкций с применением аддитивных технологий 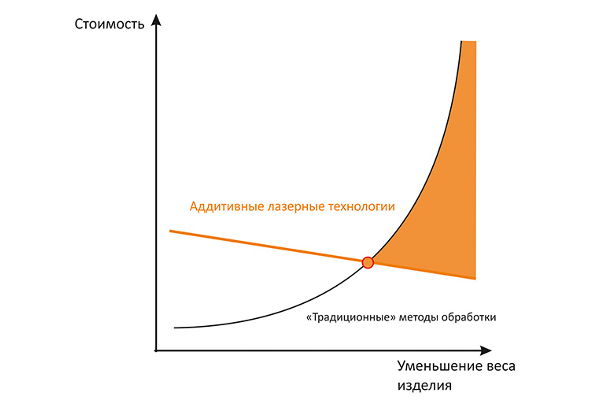
Рис. 9. График снижения стоимости изделий за счет снижения веса 
Рис. 10. Кронштейн крепления элементов авиационного кресла, изготовленный с помощью технологии SLM В следующих номерах журнала «Аддитивные Технологии» мы продолжим обзор оборудования и особенностей SLM-технологии.
Е.В. Раевский, А.Л. Цыганцова, группа компаний «Лазеры и аппаратура»
Использованы материалы International Laser Technology Congress 2016 (AKL’16):
1. SLM and LMD Manufacturing Processes, Dr. Wilhelm Meiners, Fraunhofer ILT, Aachen.
2. Lightweight in Automotive and Aerospace, Dr. E. h. Peter Leibinger, TRUMPF GmbH + Co. KG, Ditzingen.
3. Digital Photonic Production in Aachen, Prof.Dr.Reinhart Poprawe, Fraunhofer Institut fuer.
4. Lasertechnik ILT, Aachen. RWTH Aachen University Lehrstuhl fuer Lasertechnik LLT. Comparison LMD and SLM in Additive Manufacturing, Dipl.-Ing. Moritz Alkhayat, Fraunhofer ILT, Aachen.
Статья опубликована в журнале «Аддитивные технологии» № 1-2016.


поделиться статьей с друзьями
добавить сообщение