Технологии будущего
Вокруг технологий 3D-печати сегодня сформировалось два совершенно разных, зачастую практически не пересекающихся сообщества: их можно назвать «потребительским» и «промышленным». Во втором из них само слово 3D-печать используется редко, а всю отрасль называют аддитивными технологиями, а иногда (что важно в контексте этой статьи) технологиями послойного синтеза. Тут можно довольно долго рассуждать о многочисленных различиях этих двух «миров» 3D-печати, но ниже хотелось бы поговорить именно о промышленном. Стоит отметить, что сегодня, с экономической точки зрения, промышленный сегмент опирается исключительно на выданные авансы, в то время как потребительский постепенно сформировался в отдельную, пусть и небольшую, нишу. Промышленный сегмент, в отличие от потребительского, рассматривает 3D-печать, прежде всего, как опорную технологию (enabling technology): технологию, кардинально меняющую подходы к производству, нацеленную на изготовление конечных, функциональных деталей нового типа для машиностроения в широком смысле этого слова. Технологию, изменяющую проектирование и сертификацию, трансформирующую цепочку поставок и добавленной стоимости. Наиболее пафосно это можно назвать универсальными технологиями производства будущего. При этом основной эффект ожидается от внедрения новых методов проектирования, в частности, топологической оптимизации, а 3D-принтер рассматривается как универсальный инструмент производства конструкций произвольно сложной формы. Области применения 3D-печати в качестве вспомогательной технологии для традиционных методов производства, таких как прототипирование, изготовление макетов и мастер-моделей, оснастки и прочих вспомогательных технологических приспособлений, оставим пока в стороне. Так что же такое 3D-печать (аддитивные технологии) с точки зрения промышленности сегодня? Каким отрасль видит будущее этих технологий? На эти вопросы важно ответить прежде, чем я изложу свой, отличный от большинства, взгляд на это будущее.
Промышленное – значит металлическое
Развитие технологий 3D-печати и формирование отрасли началось в 80-ых годах прошлого века — тогда базовыми материалами были полимеры. Полимеры и сегодня, согласно исследованию Ernst & Young, занимают более половины рынка в промышленном сегменте 3D-печати, но область их применения принципиально ограничена. Начиная с 90-х годов внимание специалистов все больше фокусируется на 3D-печати металлов, и это выглядит логично: если возможностей полимеров не хватает для того, чтобы изготавливать конструкционные детали, нужно использовать конструкционные материалы, и тут на ум сразу приходят металлы. С тех пор разработано несколько десятков различных технологий 3D-печати изделий из металлических материалов: лазерное спекание, лазерная наплавка, электронно-лучевая наплавка и их производные. В качестве исходного сырья используются, как правило, металлические порошки (в редких случаях – около 8% – проволока) с фиксированным размером гранул, высокими требованиями к качеству и минимальными допусками. Оборудование для спекания порошков – дорогостоящие (до нескольких миллионов долларов), громоздкие машины. Рынок таких машин сегодня в количественном выражении оценивается в менее чем тысячу единиц в год, что совсем немного. К тому же, от года к году рост сегмента замедляется (по данным исследования CONTEXT за 2016 год). Для сравнения, промышленных роботов сегодня продается около двухсот пятидесяти тысяч в год. Как потребители, так и производители аддитивных машин активно ищут области применения технологии.
Барьеры постепенно рушатся, мировые корпорации, такие как GE, вкладывают миллиарды долларов в развитие технологий послойного синтеза, регуляторы прогибаются под их напором, а ученые и инженеры по всему миру не покладая рук усовершенствуют методы проектирования и технологии, разрабатывают новые материалы и оптимизируют процессы лазерного спекания и наплавки. В любой экспертной дискуссии относительно проблем и перспектив промышленной печати сегодня всерьез обсуждают только металлы: области применения, проблемы стоимости и качества сырья и оборудования, экономика процессов, вопросы сертификации и испытаний. Промышленность на сегодня не видит альтернативы металлам в аддитивном производстве, лишь в редких случаях всплывает керамика. Специалистам по всему миру практически удалось решить проблемы с качеством спекания, плотностью (пористостью) получаемых изделий. Сложность и стоимость систем продолжает расти, а спрос подогревается в основном инвестициями «гигантов». Итак, что мы имеем: промышленность адаптирует технологии послойного синтеза за счет энтузиазма крупных игроков. Небольшие компании замерли в ожидании снижения цен на материалы и оборудование до уровня, когда их использование станет экономически оправданным. Ученые и инженеры по всему миру продолжают демонстрировать чудеса бионического дизайна, удивляя и шокируя консервативную общественность многократным снижением массы изделий за счет топологической оптимизации. Все это выглядит неплохо, хотя проблем, конечно, хватает. При этом очень мало говорят об альтернативах, о дальнейшем развитии. На повестке дня – адаптация и внедрение. И главное – проектирование.
Пространство оптимизации
Какие чудесные возможности проектирования предоставляет 3D-печать? Что же такое топологическая оптимизация? Постараюсь объяснить на пальцах, но строго научно. Условно, любая конструкционная деталь, ее форма и материал, из которого она изготавливается, определяется условиями ее работы в составе изделия, а именно, действующими на нее внешними нагрузками (в механике – массовыми и поверхностными силами, температурой и другими параметрами окружающей среды) на различных режимах работы изделия, с учетом ее функционального назначения и взаимного расположения относительно других частей конструкции. В итоге для заданной формы все эти факторы определяют поле внутренних усилий в детали – напряженно-деформированное состояние. Способность изделия выдерживать те или иные внешние нагрузки определяется возможностью материала сопротивляться этим внутренним усилиям. Очевидно, что распределение внутренних усилий зависит как от внешних нагрузок, так и от формы и материала детали. Задача любого конструктора – оптимизировать деталь, то есть сделать так, чтобы ее форма и материал обеспечивали такое распределение и такие значения внутренних усилий на всех режимах работы, что целостность материала и конструкции сохранялась долгое время, а всё изделие продолжало работать по прямому назначению. Конечно, при этом конструктор должен стремиться минимизировать массу детали (это особенно важно для аэрокосмической отрасли), стоимость ее изготовления, учитывать все возможности и особенности технологического процесса производства этого объекта.
Так вот, методы топологической оптимизации позволяют спроектировать изделие таким образом, что его форма будет оптимальной с точки зрения, например, минимизации массы при заданных внешних нагрузках. Оптимальная конструкция – равнопрочная, напряжения в каждой точке которой одинаковы и едва не превышают предел прочности, то есть материал «отрабатывает по полной». Топологическая оптимизация за счет численных методов и специальных алгоритмов постепенно «убирает все лишнее», начиная с одного сплошного куска материала: в процессе итераций из конструкции удаляются зоны, в которых внутренние усилия отсутствуют. Зачастую в этом случае форма детали получается причудливой и замысловатой, так что изготовить ее традиционными способами, будь то литье, фрезерование или другие методы обработки металлов, не представляется возможным. Тут-то на помощь и приходят технологии послойного синтеза, которые, в силу своей специфики, не накладывают принципиальных ограничений на форму изготавливаемой детали. В этом направлении, собственно, и развивается вся отрасль.
Но что если оптимизировать можно не только форму детали, но и внутреннюю структуру материала, из которого он сделан? Технологии послойного синтеза принципиально не позволяют поставить вопрос таким образом. Разработчики стремятся получить как можно более однородный и гомогенный материал, с отсутствием пор и включений, свойства которого одинаковы, вне зависимости от того, в каком направлении приложена нагрузка. Но ведь оптимизируя только форму, мы упускаем массу возможностей. Хоть конструкция и получается трехмерной, сам материал при этом остается «плоским», точнее даже «линейным», одномерным. Сами адепты топологической оптимизации очень любят обращать внимание на естественные, природные конструкции. Действительно, результаты такой оптимизации очень часто напоминают знакомые нам природные объекты – крылья стрекозы, панцирь черепахи, раковины улиток, деревья.
Edag Genesis – концепт автомобиля на основе бионического дизайна. Но все эти объекты помимо причудливой формы имеют еще и очень сложную внутреннюю структуру. Надо сказать, традиционная промышленность давно использует подобные приемы. Так, композитные материалы, имеющие неоднородную внутреннюю структуру, активно применяются в ракетостроении, самолетостроении, автомобилестроении, строительстве. Основной принцип таких материалов – наличие двух различных фаз: матрицы или связующего, и армирующего наполнителя (арматуры). Арматура воспринимает основные усилия, а матрица заставляет отдельные элементы арматуры работать сообща. В качестве арматуры в конструкционных композитах используются в основном высокопрочные волокна – углеродные, стеклянные, органические, по прочности и жесткости в разы превосходящие самые прочные из металлов, при этом существенно более легкие. В качестве матрицы выступают полимеры, хотя широко известны композиты на основе металлических, керамических и других видов связующих. Главная особенность таких волокнистых композитов – анизотропия свойств. То есть сопротивляемость материала внешним воздействиям существенно зависит от того, в каком направлении эти воздействия приложены. Например, прочность углепластика (полимерный композиционный материал на основе углеродных волокон) отличается на два порядка в зависимости от того, действует нагрузка вдоль направления армирующих волокон, или поперек. Традиционно эта особенность композитов считается одним из главных недостатков, ограничивающих их массовое применение в большинстве отраслей промышленности. С анизотропией борются как могут: в основном путем создания так называемых квазиизотропных ламинатов – листовых материалов, в которых слои однонаправленного композита укладываются друг на друга под различными углами. Таким образом, получается материал, который, работая в плоском напряженном состоянии, ведется себя практически как лист металла. Дальше, за исключением этапа формования, работают с ним точно так же: режут, сверлят, соединяют при помощи заклепок и болтов, разрушая при этом целостность армирующих волокон, что ведет к возникновению дополнительной концентрации напряжений и ряду других, свойственных композитным материалам эффектов, существенно снижающих прочность конструкции. А вот тут как раз не помешало бы оглянуться на природу: древесные волокна не обрываются в месте роста ветки, а аккуратно огибают его, локально уплотняясь вокруг.
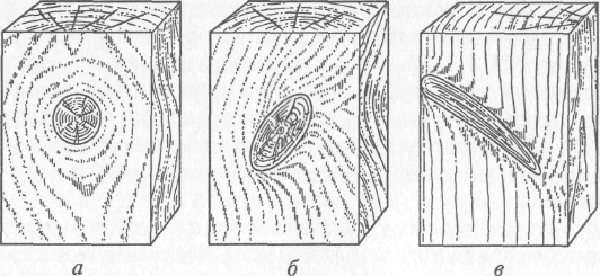
Структура волокон вокруг сучка в дереве. Волокна в листве формируют сложную разветвленную структуру подкрепляющих ребер, а не идут от края до края друг поверх друга в нескольких направлениях, обрываясь на концах. Ведь те самые внутренние усилия, или напряжения, которые возникают в телах как реакция на внешние воздействия, имеют тензорную природу, то есть в каждой точке имеется распределение величин напряжений относительно трех пространственных направлений. Реакция материала в каждой точке различна, а значит, чтобы оптимально «отрабатывать» эту реакцию, материал должен быть неоднородным. Классический, изотропный материал должен быть способен выдерживать максимальные напряжения в данной точке в некотором направлении. При этом напряжения по остальным осям могут быть существенно меньше, но прочность материала в этих направлениях такая же, а значит – избыточна. Анизотропный материал должен позволять оптимизировать свойства материала, обеспечивая минимально необходимые характеристики в различных направлениях.
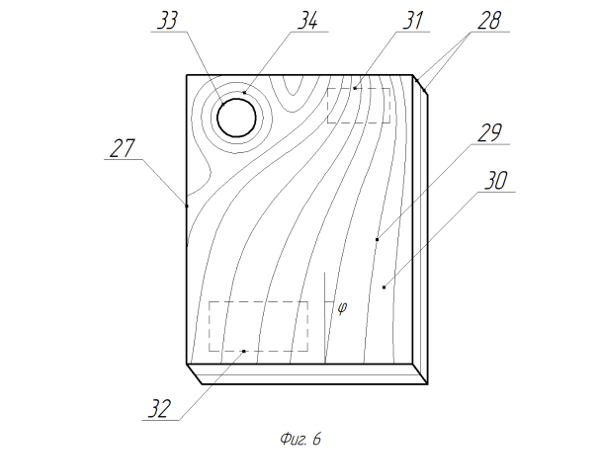
Пример панели с криволинейной укладкой волокон. Самый простой пример: если конструкция – стержень, который работает только на растяжение вдоль своей оси, все волокна должны быть направлены вдоль этой оси — свойства материала поперек волокон не играют никакой роли. Такой стержень – наиболее эффективная деталь с точки зрения применения композитных материалов. Исходя из этих соображений, наиболее эффективными конструкциями из композитов будут системы, представляющие собой набор стержней, соединенных между собой так, что каждый элемент воспринимает нагрузку вдоль своей оси. Получается так называемая сетчатая конструкция. Не удивительно, что большинство результатов топологической оптимизации имеют именно такую, сетчатую структуру. В этом смысле применение композитных материалов является оптимальным вариантом для изготовления такого рода оптимизированных конструкций. Стоит также отметить, что подобный метод успешно применяется при производстве деталей ракет и спутников из композитов, однако технологические особенности, связанные с процессом изготовления таких деталей, накладывают существенные ограничения на их форму, а также взаимное расположение и выбор направления ребер.
Настоящее 3D
Вот тут, на стыке композитных материалов и аддитивных технологий, и возникает принципиально другое, отличное от «послойного спекания» видение развития аддитивных технологий — настоящее 3D, не только с точки зрения формы, но и внутренней структуры. Добавьте сюда возможность встраивать в материал датчики и сенсоры, различные функциональные волокна, создавать адаптивные конструкции за счет внедрения электроники и специальных функциональных компонент прямо в материал в процессе печати. Создавать умные и самозалечивающиеся материалы и конструкции посредством in-situ неразрушающего контроля или организации доставки «залечивающих» агентов по специальным каналам внутри материала. Сам процесс теперь перестает быть послойным, потому что направление, в котором укладываются армирующие и функциональные волокна, имеет принципиальное значение. Все эти возможности недостижимы в рамках послойной-порошковой парадигмы аддитивного производства. На практике такое оборудование может быть реализовано на основе технологии экструзии волокна с полимером или автоматизированной выкладки композитных жгутов. Печатная головка, содержащая экструзионные сопла, через которые подаются армирующие или функциональные волокна и полимерное связующее, устанавливается на многокоординатный манипулятор, который осуществляет позиционирование головки в пространстве произвольным образом относительно выращиваемой детали. Сама деталь тоже может располагаться на манипуляторе или на рабочем столе. Весь процесс происходит в закрытой термостатированной камере для обеспечения лучшей спайки между пучками волокон и устранения эффектов усадки и коробления. Посредством раздельной подачи армирующего волокна и связующего в таком процессе может локально варьироваться объемная доля волокна, а манипулятор должен обеспечивать его укладку по сложным, в том числе криволинейным, пространственным траекториям. Таким образом, можно достаточно произвольно управлять степенью анизотропии в каждой точке, обеспечивая изготовление оптимальных конструкций сложной формы и внутренней структуры. Дополнительные манипуляторы способны внедрять в изделие процессе печати электронные и иные функциональные компоненты. Для высокотемпературных приложений вместо полимерных связующих могут использоваться металлические или керамические с применением, например, технологии экструзии-дебиндинга-спекания. Наиболее слабым местом при таком подходе остается вопрос производительности, который решается двумя способами. С точки зрения оборудования — путем наращивания количества экструзионных сопел в одной печатной головке и увеличения скорости выкладки. С точки зрения производственной парадигмы — посредством перехода от конвейерного массового производства к локальному единичному, созданию сети ячеек, то есть по сути делегирование производственных процессов на уровень региональных дилеров. Это становится возможным благодаря драматическому снижению количество деталей в изделии и, как следствие, существенному упрощению процесса сборки. На примере транспортного средства, сборка и даже частично производство осуществляется непосредственно в месте продажи из готовых агрегатов либо вовсе в рамках единого технологического процесса. Такой концепции придерживается, например, американская компания Local Motors, которая занимается разработкой и изготовлением автомобилей методом 3D-печати.
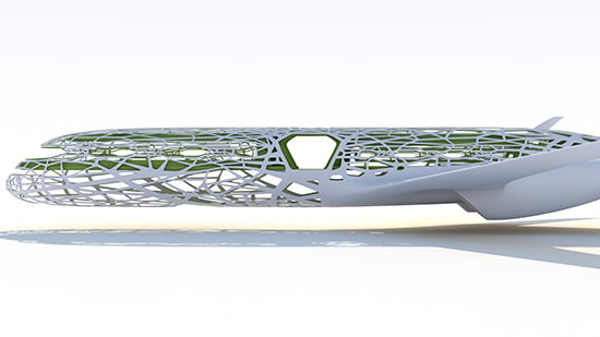
Сетчатый концепт фюзеляжа пассажирского самолета Airbus 2050. Используя такой подход, может изготавливаться практически любая машиностроительная (да и потребительская) продукция. Дополнительным «бонусом» будет являться производство индивидуальных изделий на заказ, о чем все много говорят применительно к 3D-печати. Все эти и многие другие трансформационные элементы, которые приписываются 3D-печати как опорной технологии, пока никак не реализуются в рамках существующих технологий и оборудования. Более того, возможности развития данных концепции уже кажутся принципиально ограниченными, и перспективы реализации всех описанных преимуществ выглядят туманно.
На новый уровень
Технологии послойного синтеза, лазерного спекания или наплавки порошковых материалов – это уже прошлое, не успевшее стать настоящим. Таковы темпы развития современных технологий, что многие из них морально устаревают еще до полноценной адаптации. Традиционные же способы производства композитов с помощью выкладки и ламинирования постепенно отживут свое с возникновением более гибких и более эффективных методов. Реальное будущее аддитивных технологий – за композитными материалами с управляемой анизотропией, проектированием на основе оптимизацией формы и внутренней структуры, многофункциональными и адаптивными конструкциями; за децентрализованным автономным производством, персонализацией на основе новых подходов к сертификации, умной сертификации. Можно еще много рассуждать о том, каким будет это будущее, но лучше – брать и делать. С точки зрения нашей страны, нет совершенно никакого смысла пытаться догнать уходящий поезд технологий послойного синтеза, где наши западные партнеры уже достигли значительных успехов, вложили огромное количество ресурсов, где огромные усилия уже дают небольшой результат. Нужно развивать аддитивные технологии на новом уровне, тогда будет шанс оказаться впереди, и не на поезде, а на самолете.



поделиться статьей с друзьями
добавить сообщение
Отправляя данную форму, даю согласие на обработку моих персональных данных в соответствии с Политикой в отношении обработки персональных данных.