
Аддитивные технологии (производства) (далее АТ и АП) за последние 20 лет образовали интенсивно развивающийся инновационный сегмент технологии машиностроения: достигнуты впечатляющие практические результаты, сформирован мировой рынок технологий, оборудования и услуг, развернут широкий фронт научно-исследовательских и опытно-конструкторских работ, начата подготовка квалифицированных кадров, появилась предметно ориентированная научная и учебно-методическая литература [1–3]. Развивается понятийный аппарат этой области технологических знаний, проводятся интенсивные работы по стандартизации и сертификации продукции [4, 5]. Приведенный ниже материал основан на определении аддитивных технологий, предложенном American Society for Testing and Materials — организацией, которая занимается разработкой технических стандартов для материалов, изделий, систем и услуг (стандарт ASTM F2792.1549323–1).
Два основных признака определяют этот сегмент технологий:
— признак аддитивности — конечная конфигурация изделия получается путем целенаправленного добавления дозированных объемов (масс) материала к исходной конфигурации или к подложке;
— признак виртуальности — в основе создания изделия лежит его цифровая модель.
В литературе представлены многочисленные классификационные модели аддитивных технологий. Так, по классификации ASTM аддитивные технологии разделены на 7 групп (русский перевод и пояснения М. А. Зленко [1]):
1. Material Extrusion — выдавливание материала или послойное нанесение расплавленного строительного материала через экструдер;
2. Material Jetting — разбрызгивание (строительного) материала или послойное струйное нанесение строительного материала;
3. Binder Jetting — разбрызгивание связующего или послойное струйное нанесение связующего материала;
4. Sheet Lamination — соединение листовых материалов или послойное формирование изделия из листовых строительных материалов;
5. Vat Photopolymerization — фотополимеризация в ванне или послойное отверждение фотополимерных смол;
6. Powder Bed Fusion — расплавление материала в заранее сформированном слое или последовательное формирование слоев порошковых строительных материалов и выборочное (селективное) спекание частиц строительного материала;
7. Directed energy deposition — прямой подвод энергии и материала непосредственно в место построения или послойное формирование изделия методом внесения строительного материала непосредственно в место подвода энергии.
Приведенный в работе материал касается, преимущественно, технологий шестой и седьмой групп, относящихся к производству изделий из металлов и сплавов. Этот сегмент АП развивается наиболее интенсивно, ориентирован на производство конечной продукции и представляет наибольший интерес для машиностроения [6].
Сравнительная характеристика аддитивных и субтрактивных технологий размерного форомообразования
Согласно классификатору методов размерного формообразования [7], по характеру трансформации исходного объема заготовки в объем детали все существующие методы и технологии на их основе разделяют на четыре класса (табл. 1).
Таблица 1. Классы методов обработки по характеру трансформации исходного объема заготовки
| Класс | Описание класса | Название | Примеры технологий |
|---|---|---|---|
| 1 | В процессе обработки объем заготовки не изменяется по величине, но перераспределяется в пространстве. | Методы перераспределения объема. Redistributive methods. | Ковка, штамповка, гибка. |
| 2 | Объем изделия поучают путем удаления «лишнего» объема заготовки. | Методы удаления части объема заготовки. Subtractive methods. | Обработка резанием лезвийным или абразивным инструментом, химическое растворение. |
| 3 | Объем изделия получают добавлением материала к исходной заготовке или нанесением материала на технологическую подложку. | Методы наращивания объема изделия. Additive methods. | Гальваника, газотермическое напыление, селективное лазерное спекание или плавление, лазерная стереолитография. лазерное осаждение металла из порошка. |
| 4 | Изделие получают одновременным или последовательным удалением материала с одной части заготовки и нанесением его на другую. | Комбинированные (интегрированные) методы формирования объема изделия. Combined (integrated) methods. | Некоторые способы электрохимической обработки, модификации метода химических транспортных реакций, интеграция металлорежущих станков с ЧПУ с лазерной головкой и пр. |
Наибольшее распространение получили методы формообразования второго и третьего классов, на которых основаны так называемые субтрактивные и аддитивные технологии.
Технологии второго класса превалировали и будут превалировать в обозримом будущем в машиностроительном производстве. Однако в 80–90-х годах прошлого века в связи с развитием и удешевлением цифровых технологий, появлением прецизионных мехатронных приводов, совершенствованием лазерной техники и другими факторами аддитивные методы и технологии размерного формообразования совершили качественный скачок и стали конкурентоспособными с классическими технологиями обработки со снятием стружки (табл. 2).
Таблица 2. Сравнительная характеристика технологий второго и третьего классов
| № | Свойства (характеристики) технологии | класс по табл. 1 | |||
|---|---|---|---|---|---|
| 2 | 3 | ||||
| 1 | Возможность достижения высокой точности (10^(−7) м) методом последовательных приближений. | Выше | + | Ниже | – |
| 2 | Возможность формирования специальных свойств поверхностного слоя. | Выше | + | Ниже | – |
| 3 | Производительность и низкая себестоимость в условиях крупносерийного и массового производства. | Выше | + | Ниже | – |
| 4 | Развитый парк технологического оборудования. | Есть | + | Нет | – |
| 5 | Высокий уровень унификации и стандартизации изделий и средств технологического оснащения. | Есть | + | Нет | – |
| 6 | Возможность применения развитого и апробированного теоретического аппарата технологии машиностроения. | Выше | + | Ниже | – |
| 7 | Уровень развития программного обеспечения (CAD/CAM/CAE). | Выше | + | Ниже | – |
| 8 | Номенклатура методов, способов и технологических операций. | Шире | + | Уже | – |
| 9 | Наличие развитой нормативно-справочной базы. | Есть | + | Нет | – |
| 10 | Развитая система производства и поставки исходных материалов (за- готовок). | Есть | + | Нет | – |
| 11 | Количество единиц технологического оборудования в ТП. | Больше | – | Меньше | + |
| 12 | Затраты на логистику, складские и транспортные работы. | Выше | – | Ниже | + |
| 13 | Затраты на оснастку и инструменты. | Больше | – | Меньше | + |
| 14 | Занимаемые производственные площади. | Больше | – | Меньше | + |
| 15 | Затраты на сборку-разборку отдельных сборочных единиц. | Выше | – | Ниже | + |
| 16 | Длительность цикла и стоимость технологической подготовки производства новых изделий. | Выше | – | Ниже | + |
| 17 | Технологическая надежность (вероятность отказа (брака), как правило, снижается с уменьшением числа операций в ТП). | Ниже | – | Выше | + |
| 18 | Затраты трудовых ресурсов. | Выше | – | Ниже | + |
| 19 | Коэффициент использования материалов. | Ниже | – | Выше | + |
| 20 | Возможность получения изделий с градиентным составом и свойствами. | Ниже | – | Выше | + |
| 21 | Степень сложности изготавливаемых изделий. | Ниже | – | Выше | + |
| 22 | Технологическая возможность минимизации массы изделия при заданных показателях прочности и жесткости. | Ниже | – | Выше | + |
| 23 | Возможность сокращения номенклатуры деталей в изделии. | Ниже | – | Выше | + |
| 24 | Функциональная надежность конструкции. | Ниже | – | Выше | + |
| 25 | Количество (номенклатура) операций ТП. | Больше | – | Меньше | + |
| 26 | Степень гибкости производства. | Ниже | – | Выше | + |
Как видно, АТ обладают рядом достоинств и недостатков по отношению к классическим субтрактивным технологиям. Математическим инструментом для выявления области их эффективного практического применения является аппарат и численные средства многопараметрической оптимизации [7].
Определяющими факторами применения АТ, выступающими в качестве главных критериев их выбора, являются существенное сокращение длительности технологической подготовки производства новых изделий, сокращение цикла их изготовления, возможность использования принципиально новых конструкторско-технологических решений, снижение, в конечном счете, трудоемкости и себестоимости изготовления ответственной продукции. Степень гибкости аддитивных технологий достигает уровня кастомизации, то есть, способности удовлетворять индивидуальные требования потребителей продукции.
Статистический анализ развития аддитивных технологий
Наиболее авторитетным источником информации о состоянии и развитии АТ, признанным мировым технологическим сообществом, является консалтинговая компания Wohlers Associates Inc. (WAI), издающая c 1996 года ежегодные статистические отчеты (Wohlers Report) (www.wohlerassociatrs.com). Согласно Wohlers Report-2014, мировой объем рынка продукции и услуг к 2013 году достиг 3 млрд долл. (рис. 1). Среднегодовой прирост рынка ∆р за 26 лет составил 27 %. Прогнозируется увеличение объема рынка от 3,07 в 2013 до 21 млрд долл. в 2020 году. В предыдущем отчете (2013 г.) объем рынка в 2012 оценивался в 2,26 млрд долл. с прогнозом объема рынка 10,8 млрд долл. на 2021 году (рис. 2).
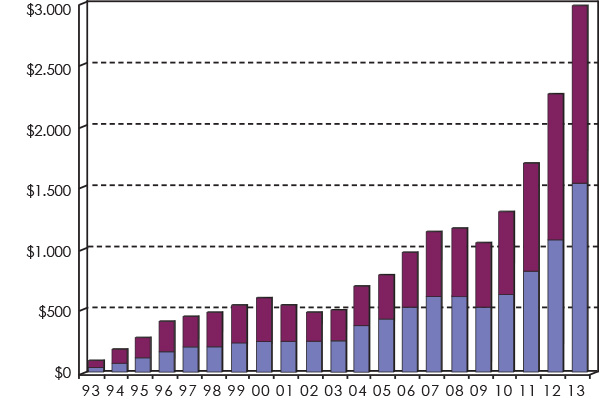
Рис. 1. Динамика мирового объем продукции АП в 1993–2013 годах

Рис. 2. Прогноз развития мирового объема АП продукции и услуг (млд. Долл.)
Около 40 % рынка продукции и услуг в 2013 году приходилось на оборудование и материалы и 60 % — на услуги и производство продукта (рис. 3).
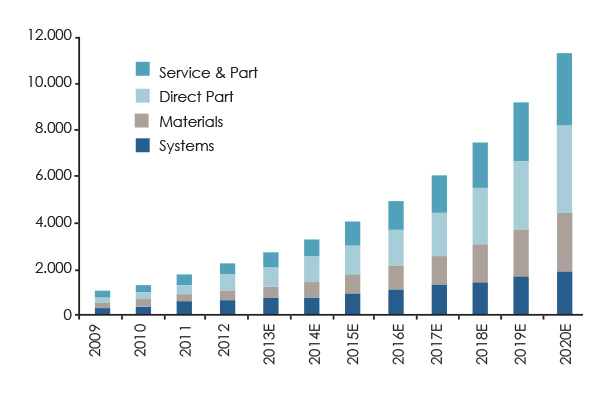
Рис. 3. Прогноз динамики структурных составляющих мирового рынка продукции и услуг АП (млд. долл.)
Статистические данные WAI приводятся во многих работах, посвященных АТ [1, 8, 9], однако методика прогнозирования нигде не обсуждается, хотя ее влияние на достоверность прогнозов является определяющим. На основе имеющихся статистических данных возможны два основных подхода к краткосрочному прогнозированию.
Первый из них основан на гипотезе об относительной устойчивости величины среднегодового прироста ∆р мирового рынка продукции и услуг АП. Принимая на ближайшие 10 лет ∆р = const, прогнозируемый объем рынка Р можно описать выражением вида
Р = Р0 (1 + ∆р)^(n–1) = Р0 1,27^(n–1), (1)
где Р0 — объем рынка в 2013г., n — порядковый номер последующего года, начиная с 2013 (2013 г. принят за 1). Расчет дает 20,3 млрд долл. в 2021 году. По данным Wohlers Report-2014, прогнозируется увеличение рынка до 21 млрд долл. (рис. 2), что близко к значению, полученному по выражению (1). По данным некоторых других источников эта цифра значительно выше. Это означает, что в этих источниках прогнозируется увеличение не только объема рынка АП на указанный период, но и среднегодового прироста этого объема.
Второй подход базируется на гипотезе, широко используемой в наукометрии и заключающейся в том, что скорость увеличения объема знаний в некоторой новой быстро развивающейся области науки и техники пропорциональна текущему значению этого объема [10], то есть
dV/dt = kV, (2)
где V — текущий объем знаний, k — коэффициент пропорциональности.
Решение уравнения (2) имеет вид
V =V0exp kt, (3)
где V0 — объем знаний в начальный момент времени t.
В первом приближении без учета инерционных процессов можно считать, что объем рынка изменяется подобно объему знаний.
Анализируя с этой точки зрения статистические данные (рис. 1) (без учета 2013 г.) и принимая в качестве точки отсчета 1993 г. (объем рынка V0 принят 0,09 млрд долл.), находим k = 0,17 и выражение (3) преобразуем к виду
V = 0,09 · 1,19^(n–1). (4)
Таким образом, выражение (1) является частным случаем (3). Однако, среднегодовой прирост в нашем расчете 19 %, что заметно ниже 27 %. Расчет дает для 2020 года 9,86 млрд долл., что хорошо согласуется с предыдущим прогнозом WAI (рис. 2).
Из рис. 3 видно, что соотношение долей отдельных компонентов мирового рынка АП перераспределяется в сторону увеличения доли реализуемой продукции. Заметна тенденция ускоренного развития сегмента рынка АП, связанного с непосредственным изготовлением изделий из металлов и сплавов (рис. 4), быстро растет спрос на соответствующее оборудование. Отмечается тенденция к увеличению доли конечного продукта в товарной продукции АП (рис. 5).
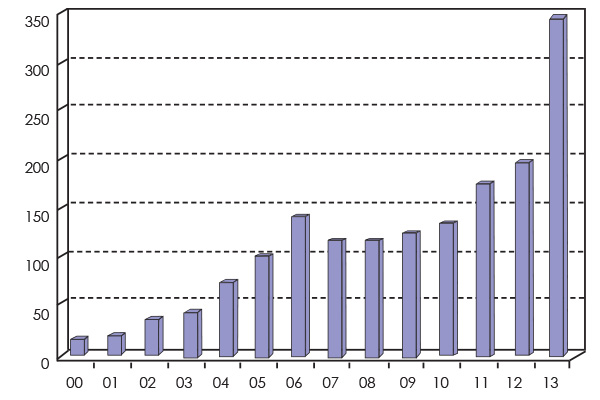
Рис. 4. Динамика продаж оборудования для АП металлических изделий
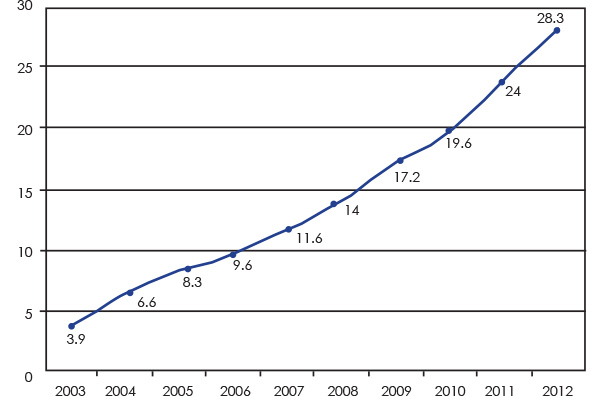
Рис. 5. Динамика доли конечной продукции (%) на рынке АП
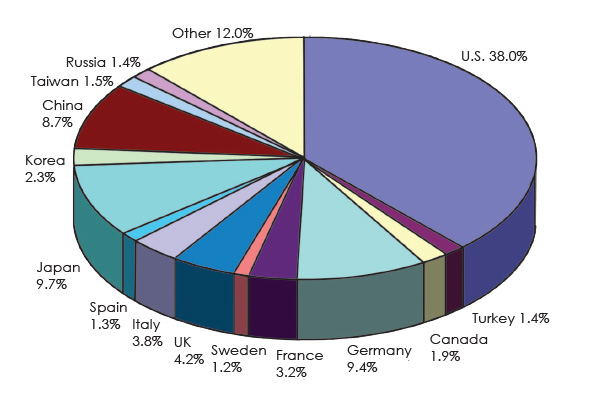
Рис. 6. Использование оборудования для АТ мировым технологическим сообществом
Уровень развития АТ в различных странах мира характеризуется количеством установленных единиц соответствующего оборудования (рис. 6). Видно, что на долю США приходится (2013 г.) 38 % мирового парка машин, в то время, как на долю России — 1,4 % (преимущественно машины для лазерной стереолитографии).
Статистические данные WAI раскрывают основные технологические задачи, для решения которых используют АТ:
- визуализация – 10,4 % (16,8 % в 2004 г.);
- презентационные модели — 9,5 % (в 2004 г.);
- контрольные сборки — 17,5 % (11,4 % в 2004 г.);
- мастер-модели для изготовления оснастки — 11,3 % (10,6 %);
- мастер-модели для литья металлов — 10,8 % (8,1 %);
- компоненты инструментальной оснастки — 4,8 % (6,9 %);
- функциональные детали — 28,1 % (16,4 %) в том числе — конечное изделие — 19,2 % (8,2 % в 2004 г.);
- в обучении и исследованиях — 6,4 %;
- другие задачи — 1,3 %.
Совершенно очевидно, что промышленные успехи в области АП связаны и определяются созданием и быстрым развитием соответствующей области знаний. На рис. 7 показана динамика расширения числа научных публикаций и числа цитирований в этой области знаний. Данные приведены в Wohlers Report-2014, поэтому 2014 год отражен не полностью.
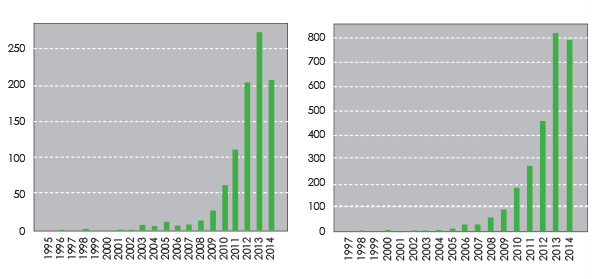
Рис. 7. Динамика числа публикаций (слева) и числа цитирований за двадцать лет
Статистика получена путем поиска публикаций и цитирований с ключевой фразой additive manufacturing. Несмотря на то, что далеко не все публикации по рассматриваемой тематике были учтены, приведенную статистику следует рассматривать, как достоверную выборку в связи с распространенностью ключевого термина. Можно показать, что развитие научных знаний в области АТ соответствует экспоненциальному закону и количество новых знаний прогрессивно нарастает.
Отметим, что количество российских публикаций по вопросам АП составляет всего 0,76 % от общемирового. Россия занимает 26-е место в мире, разделяя его с Грецией, Израилем, Финляндией и Польшей. За последние 15 лет в России был выдан 131 патент по различным аспектам АП (0,14 % от мирового количества), причем 14 из них получены российскими заявителями, а 117 — иностранными. Для сравнения, Южная Корея, США, Япония и Китай совместно владеют 90 % патентов в этой сфере.
Аддитивные технологии в производстве авиакосмической техники
В производстве авиакосмической техники аддитивные технологии обеспечивают следующие основные преимущества:
1. Стоимость вывода 1 кг массы на орбиту Земли составляет от 12 до 25 тыс. долл. Поэтому возможность снижения массы изделия за счет повышения его конструктивной сложности является весьма актуальной для ракетно-космического машиностроения.
Анализ, проведенный в рамках проекта ATIKINS, показал, что снижение массы магистрального самолета на 100 кг на протяжении всего жизненного цикла влечет за собой экономию $2,5 млн на топливных расходах и сокращает выбросы углекислого газа на 1,3 млн тонн.
Однако степень усложнения конструкции изделия ограничивается возможностями существующих методов, технологий на их основе и средств технологического оснащения. Так, аддитивные технологии обеспечивают получение системы полостей произвольной формы в теле детали, а субтрактивные — нет. Поэтому в последнем случае приходится использовать дорогостоящие заготовительные технологии с относительно низким уровнем технологической надежности и удорожанием производства из-за брака. В качестве примера рассмотрим одну из основных, лимитирующих деталей газотурбинного двигателя — лопатку турбины (рис. 8).
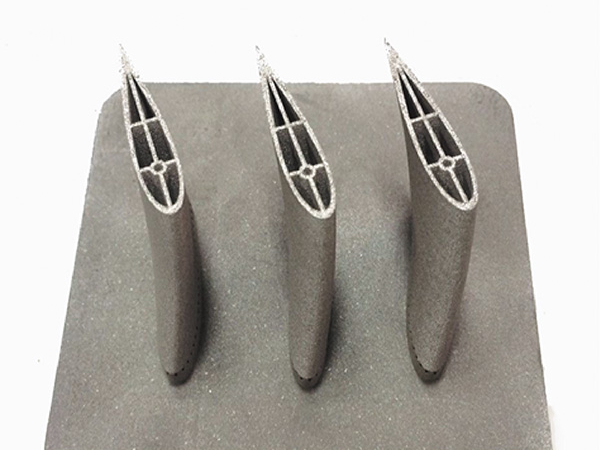
Рис. 8. Сечения лопатки турбины ГТД
Лопатку с сечениями, формирующими магистраль подачи охлаждающего воздуха, получают литьем по выплавляемым моделям. Отверстия для входа воздуха на передней кромке лопатки изготовляют малопроизводительным электроэрозионным прошиванием с последующей доводкой абразивной суспензией. К настоящему времени созданы опытно-экспериментальные образцы лопаток с применением SLS и SLM — технологий. Обсуждается вопрос о ремонте лопаток турбин с применением АТ.
2. Коэффициент использования материала (КИМ) при традиционном производстве основных деталей двигателей авиакосмической техники составляет 0,05–0,2. Применение АТ позволяет повысить этот коэффициент до 0,7–0,9, что обеспечит значительное сокращение затрат на дорогостоящие материалы. Значение КИМ при изготовлении металлических деталей с применение АТ определяется, главным образом, массой поддержек, подлежащих удалению (рис. 9).
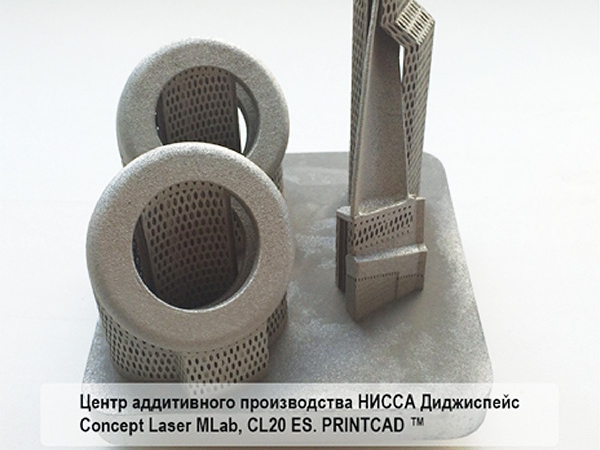
Рис. 9. Вариант конструкции поддержек соединительного блока
3. Сокращение длительности цикла и стоимости технологической подготовки производства новых изделий имеет первостепенное значение, особенно в опытно-экспериментальном производстве. С развитием АТ опытно-конструкторские организации могут не только осуществлять быстрое натурное моделирование составных частей опытного изделия, но и значительно ускорить как изготовление сложных деталей, так и введение изменений в их конструкции в процессе доводки и испытаний изделия. Так, по данным ОАО КБХА применение АТ при изготовлении 5 основных деталей двигателя позволяет в среднем сократить цикл изготовления в 5 раз.
4. Замена сборочной единицы деталью одного наименования повысит надежность составной части изделия и также сократит цикл ее изготовления. Так, на рис. 9 показан соединительный блок, который при традиционном исполнении представляет собой сборочную единицу, состоящую из 8 наименований деталей.
АП смесительной головки позволяет сократить число наименований деталей с 138 при классической технологии до 1–3 при АП.
5. Основные детали горячей части двигателей современных летательных аппаратов, работающие, как правило, в экстремальных условиях, изготавливают из материалов с низкой обрабатываемостью резанием, поэтому понятен интерес создателей ГТД и ЖРД к АТ, позволяющим в ряде случаев снизить трудоемкость и себестоимость технологии. Так, компания GE Aviation часть деталей нового двигателя LEAP производит с применением АТ (рис. 10).

Рис. 10. Двигатель LEAP компании GE Aviation
Производство авиакосмической техники характеризуется, как правило, единичным и серийным (мелко- и среднесерийное) типами производств. Поэтому при выборе альтернативных технологий следует учитывать степень их гибкости. Гибкость технологий аддитивного формообразования выше, чем традиционных, поскольку при переходе на новую деталь нет необходимости подготавливать новую заготовку и средства технологического оснащения. АТ-технологии эффективны при обработке относительно малых партий изделий, когда высокая стоимость материалов компенсируется снижением постоянных затрат, связанных с традиционными технологиями (рис. 11). Как видно, 42 единицы — тот размер партии самолетных шасси, при котором себестоимость изготовления методом литья под давлением и селективного лазерного спекания одинакова [11].
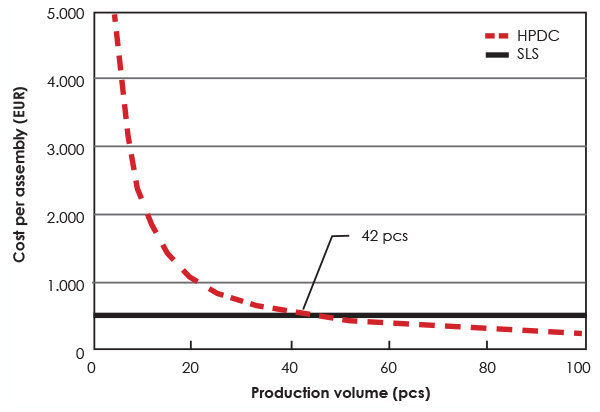
Рис. 11. Критический размер партии деталей, определяющий рентабельность АТ
Доля аэрокосмической отрасли на мировом рынке аддитивных технологий составляет около 12 % (2013 г.) и имеет тенденцию к росту [12–14]. Некоторые детали авиационно-космической техники, изготовленные с привлечением АТ, показаны на рис. 12.
а) крыльчатка
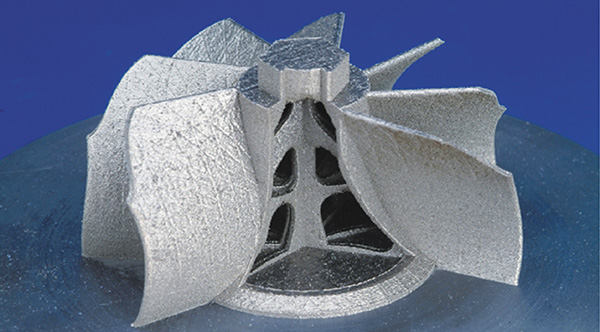
б) лопаточный ротор

в) охлаждающий элемент
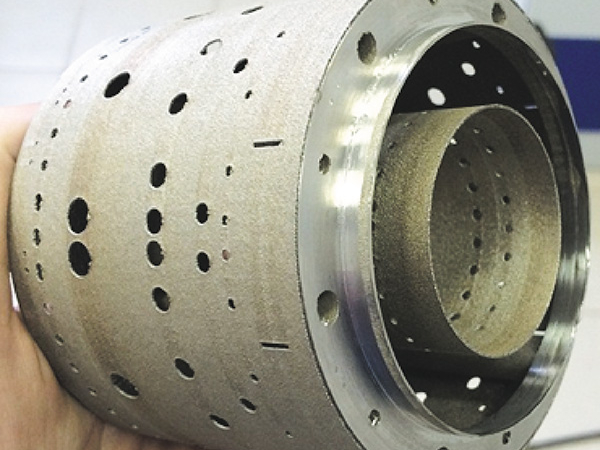
г) лопатка турбины
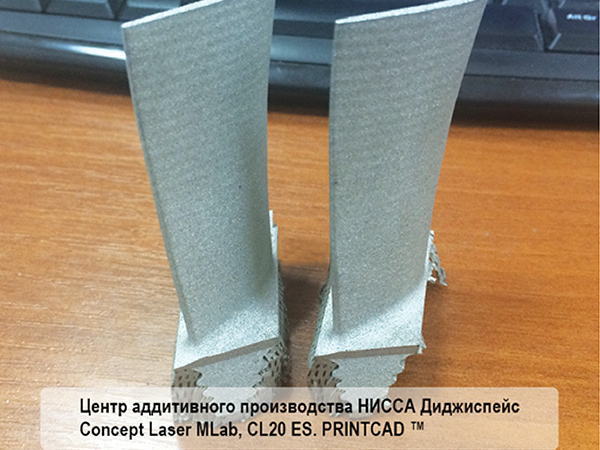
д) топливная форсунка

е) элементы СПТ
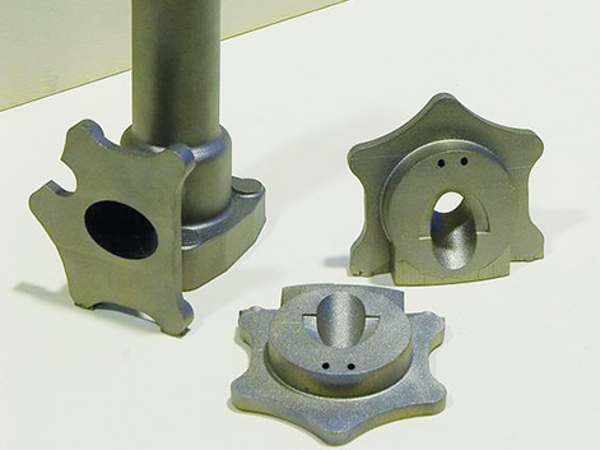
Рис. 12. Изделия авиационно-космической техники, полученные с применением АТ
Рассмотрим состояние дел с практическим внедрением АП в авиационно-космическую индустрию промышленно развитых странах мира [8, 12].
Впервые о полномасштабном внедрении АТ сообщила корпорация General Electric (GE). Это привело к возрастанию в 2012 году стоимости ее акций с 19.87 до 23 долл. за акцию. Такая реакция рынка привела к вовлечению в инновационный процесс АП ряда других компаний (Siemens, Mitsubishi и др.).
В 2013 году в подразделении GE Aviation была создана лаборатория Additive Lean Lab, которая занялась внедрением аддитивного производства в АПК. К 2016 году лабораторией подготовлены условия для промышленного изготовления топливных форсунок двигателей нового поколения LEAP самолетов Airbus A320 NEO, Boeing 737MAX и COMAC C919 (www.voxelfab.com). Используя АП, GE может производить до 25 000 форсунок в год (комплект форсунок на двигатель — 19 шт.). Согласно прогнозу специалистов GE Aviation, в ближайшем будущем половина всех деталей современных авиадвигателей будет изготавливаться с применением АТ.
При помощи SLM-технологии изготовлен и успешно протестирован инжектор двигателя для ракеты RL-10. Центр космических полетов им. Дж. Маршалла (Хантсвилл) и компания Directed Manufacturing провели огневые испытания инжектора, разработанного по государственной американской программе сверхтяжелого ракетоносителя (РН) для пилотируемых полетов Space Launch System (SLS). Был представлен самый большой компонент РД, изготовленный средствами АП, состоящий из двух частей, в то время как похожие инжекторы включают в себя 115 деталей. При экстремальных условиях были проверены свойства материала инжектора (сплав никеля и хрома).
Другим инновационным подходом создания АТ-технологий является метод прямого лазерного спекания металла (DMLS), разработанный крупнейшей компанией EOS. С его помощью компания Space Exploration Technologies Corp. (SpaceX) изготовила методом послойного синтеза камеру сгорания двигателя SuperDraco (рис. 13) многоразового космического корабля (КК) Dragon, что позволило получить тягу 7257 кГ.

Рис. 13. Испытания двигателя с КС (компания SpaceX)
Камера сгорания (КС) является ключевым лимитирующим элементом ЖРД. Поэтому ряд компаний проводят интенсивные работы по внедрению аддитивных технологий в производство КС. Так, европейский аэрокосмический концерн Airbus Group подтверждает возможность снижения себестоимости при использовании технологии DMLS для производства конструкций сложной геометрической формы типа КС в условиях единичного или мелкосерийного производства.
Снижение массы и улучшение аэродинамического качества деталей летательных аппаратов, характерные для применения АП, приводят к экономному расходу топлива (на 15%) и снижению уровня загрязнения окружающей среды (на 3%) (по данным компаний Snecma и GE Aviation). Специалисты Института физики атмосферы космического агентства Германии (IAP DLR) показали, что подобное сокращение выбросов в атмосферу сэкономит авиакомпаниям до 1 млн долл. ежегодно. Помимо этого, в АТ деталей планируется использовать новый керамический композиционный материал, который позволит работать при более высоких температурах.
Метод DMSL активно используется при изготовлении спутников. Инженеры Airbus Defence and Space (подразделения Airbus Group) применили метод для оптимизации конструкции кронштейнов, связывающих корпус спутника с солнечными батареями и радиоантеннами. Созданные на установке EOSINT M 280 детали соответствовали требуемым техническим условиям: выдерживать силовую нагрузку до 20 кН в температурном диапазоне от –180 °C до +150 °C. В дополнении к техническим характеристикам АП позволило на 20 % сократить расходы на производство и трудоемкость изготовления кронштейнов.
Компанией RedEye этим же методом изготовлены топливные баки для спутников Lockheed Martin Space Systems с двухкратным снижением расходов на их производство.Развитием инновационных аддитивных технологий интересуются не только отдельно взятые компании. Как показывает практика, интерес к 3D-печати получил статус государственного значения в мире, поэтому каждое космическое агентство считает стратегически необходимым использовать его в производстве космической техники (КТ). Европейское космическое агентство (ESA) объявило о запуске проекта AMAZE, целью которого является АП металлических частей для космических кораблей, двигателей самолетов и ракет. Проводятся работы по созданию и доводке космического спутника, собранного полностью из таких частей.
В 2014 году 3D-принтер компании Made In Space доставлен на Международную космическую станцию (МКС) для создания деталей КТ в условиях невесомости. По мнению специалистов есть реальная возможность изготавливать на орбите до 30% запчастей.
С 2016 года на орбите функционирует спутник российского производства, изготовленный с применением АТ специалистами Томского научного центра.
В январе 2014 года совершил первый полет истребитель Tornado GR4 военно-воздушных сил Великобритании, при изготовлении которого использованы металлические детали, изготовленные компанией Rolls-Royce с привлечением АТ. На основе успешных испытаний принято решение о серийном производстве части запчастей для британских истребителей с применением АТ. Показано, что это позволит экономить до 0,3 млн фунтов стерлингов в год.
Технологии послойного наложения расплавленной полимерной нити (Fused Deposition Modeling — FDM) позволяет использовать материалы производственного класса для изготовления деталей, работающих в условиях воздействия агрессивной среды и высоких температур. Среди продукции, созданной по данной технологии, особо важной для ОПК считается изготовление боевых беспилотных летательных аппаратов (БЛА) и учебных «дронов». К конкретным примерам относятся кронштейны видеокамер для наступательных БЛА Taranis компании BAE Systems (www.defensetech.org), антенны и «дроны» двойного назначения RDASS 4 компании Leptron. В 2014 году БЛА, построенный по технологии FDM, представлен специалистами Шеффилдского университета (рис. 14, а).
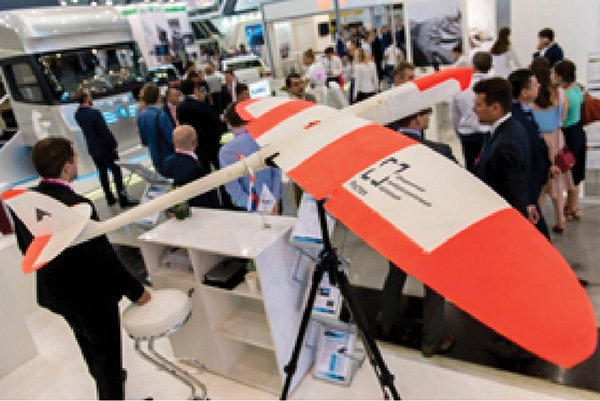
Рис. 14. Беспилотный летательный аппарат, созданный на основе АТ
Подобные работы проводятся и в нашей стране. ОАО «КБ «Луч», входящим в состав государственной корпорации «Ростех», создан экспериментальный образец беспилотного летательного аппарата, планер которого изготовлен с использованием аддитивных технологий (рис. 14, б). Возможности аддитивного производства обеспечили значительную экономию финансовых средств и времени на создание финального образца беспилотной авиационной техники, а также перспективы изготовления (восстановления повреждений) непосредственно в районе боевых действий.
Следует отметить, что в авиакосмической промышленности широко используются и в ряде случаев являются критическими технологии, аддитивные по своей сути, которые практически не обсуждаются и не рассматриваются в работах по аддитивной тематике. Это технологии, связанные с намоткой изделий из углеродного, стеклянного, полимерного волокна на многошпулечных намоточных машинах с пропиткой связующим веществом и последующим отвердеванием [15].
Заключение
В производстве авиационнокосмической техники проявляется повышенный интерес к применению АТ. Ведущие компании мира проводят широкий круг НИОКР в этой области, появились промышленные образцы изделий АП, начат серийный выпуск ряда наименований деталей, прогнозируется расширение сферы их эффективного применения. Сдерживающими факторами являются высокие цены на материалы, оборудование, сложная и длительная процедура сертификации продукции.
Моргунов Ю. А., Саушкин Б. П., Московский политехнический университет
Литература:
1. Зленко М. А., Попович А. А., Мутылина И. М. Аддитивные технологии в машиностроении. — С.-Пб.: Издательство С.-Пб. политехнического университета. 2013. — 222 с.2. Шишковский И. В. Основы аддитивных технологий высокого разрешения. — СПб.: Изд-во Питер, 2015. — 348 с.
3. Гибсон Я., Розен Д., Стакер Б. Технологии аддитивного производства. Пер. с англ. Под ред. И. В. Шишковского — М.: Техносфера, 2016. — 656 с.
4. Additive fabrication terminology unraveled. www.additive3d.com\nm_01.htm.
5. ASTM Additive manufacturing committee approves terminology standard. Электронный ресурс: www.astmnewstroom.org/default.aspx?pageid=1944.
6. W. E. Frazier, Metal Additive Manufacturing: A Review, J. Mater. Eng. Performance, 23 [6], 1917–1928 (2014).
7. Наукоемкие технологии машиностроительного производства. Физико-химические методы и технологии/Под ред. Б. П. Саушкина. — М.: Форум. 2013. — 920 с.
8. Публичный аналитический доклад по развитию новых производственных технологий/Сколковский Институт науки и технологий, 2014. — 202 с.
9. Михайлов Ю М. Перспективы использования аддитивных технологий в ОПК. 2015. Электронный ресурс: federal book.ru/OPK-11/111/Mihaylov. pdf.
10. Новый справочник химика и технолога/Под ред. А. В. Москвина/Раздел 8. Саушкин Б. П. Основы технологии. — СПб.: НПО «Профессионал», 2006. — 1464 с.
11. E. Atzeni and A. Salmi, Economics of Additive Manufacturing For End-Usable Metal Parts, Int. J. Adv. Manuf. Tech., 62 [9], 1147–1155 (2012).
12. Сироткин О. С. Современное состояние и перспективы развития аддитивных технологий/Авиационная промышленность. 2015, 2. — С. 22–25.
13. Чумаков Д. М. Перспективы использования аддитивных технологий при создании авиационной и ракетно-космической техники/Электронный журнал «Труды МАИ». Выпуск № 78 www.mai.ru/science/trudy/.
14. Исаченко В. А., Астахов Ю. П., Саушкин Б. П. Технологии ракетно-космического машиностроения — проблемы и перспективы/Технология машиностроения, 2016, № 1. — С. — 10–14.
15. Панов Д. В., Саушкин Б. П. Коротков А. Н. Композиты и станки для их обработки/Ритм, 2014, 7. — С. 32–36
Статья опубликована в журнале «Аддитивные технологии» № 1-2016.

поделиться статьей с друзьями
добавить сообщение
Отправляя данную форму, даю согласие на обработку моих персональных данных в соответствии с Политикой в отношении обработки персональных данных.