Применение аддитивных технологий по сравнению с традиционным производством ракетных двигателей очень привлекательно, так как AП может значительно уменьшить стоимость производства, сократить сроки изготовления, повысить надежность за счет уменьшения количества деталей в агрегатах и улучшить работу отдельных компонентов, позволив применить в конструкции новые элементы, изготовление которых обычными средствами невозможно.
Чаще всего при изготовлении деталей ЖРД в НАСА использовался метод селективного лазерного сплавления (SLM) [2], однако для некоторых компонентов двигателя использовался также метод прямой лазерной наплавки (DED) [3], электродуговой наплавки и лазерной наплавки с подачей проволочного материала [4]. Эти методы АП были задействованы при производстве сопла ЖРД с каналами охлаждения с целью уменьшения стоимости производства и сроков изготовления.
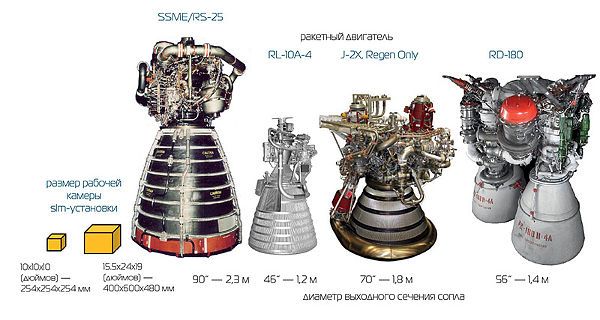
Детали ЖРД достаточно просто изготовить в установке SLM, однако для изготовления сопла маршевого двигателя большой тяги в натуральную величину размеры рабочей камеры существующих установок очень малы. НАСА потребовалось оценить другие методы, позволяющие в дальнейшем получать полноразмерные детали соплового блока ЖРД. На рис. 1 и 2 показаны размеры существующих ЖРД по сравнению с максимальными размерами рабочей камеры установки SLM.
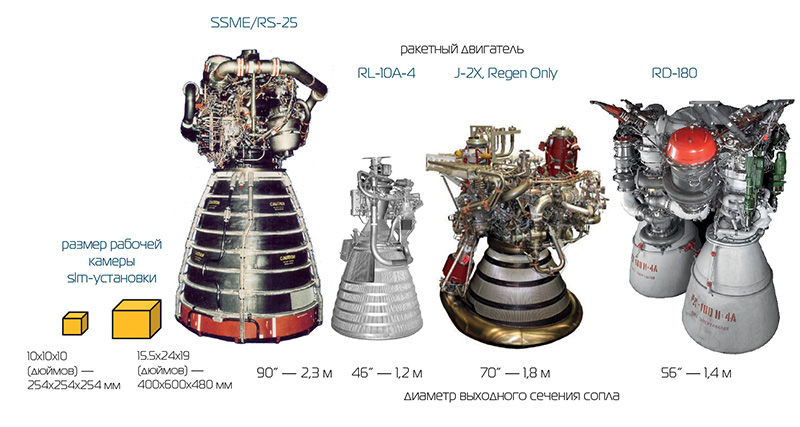
Рис. 1. Типовые ЖРД большой тяги

Рис. 2. Полноразмерный макет сопла ЖРД, изготовленный из жаропрочного сплава
При разработке технологии производства охлаждаемого сопла использовались различные методы АП, позволяющие формировать каналы охлаждения, распределяющие коллекторы и их комбинации внутри стенки. После изготовления опытные образцы сопел многократно тестировались на стендах.
Для изготовления деталей камеры сгорания и соплового блока ракетного двигателя LCUSP использовалась комбинированная технология: внутренняя стенкалайнер изготавливалась из медного сплава, обладающего более высоким коэффициентом теплопроводности, а силовая рубашка — из жаропрочного никелевого сплава (рис. 3).
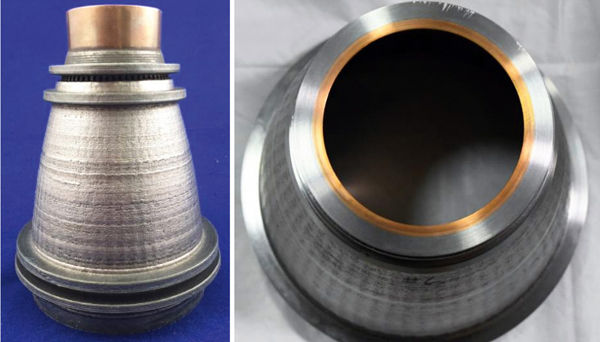
Рис. 3. Биметаллическое сопло
Для наплавки силовой рубашки сопла из жаропрочного сплава на медный лайнер специалистами НАСА был разработан и запатентован метод лазерной наплавки с подачей проволочного материала Laser Wire Direct Closeout (LWDC) [4], (рис. 4).
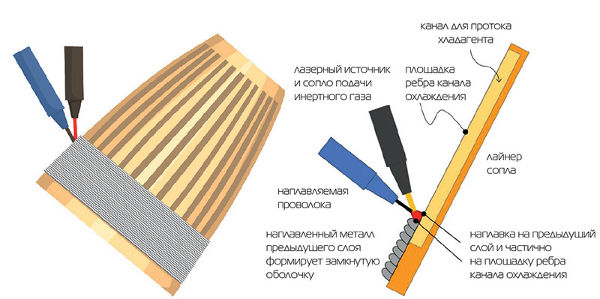
Рис. 4. Схема процесса LWDC
Для использования технологии LWDC в производстве деталей ракетного двигателя были разработаны математические модели процесса нагрева и сплавления материалов с разными коэффициентами теплового расширения, позволившие обеспечить характеристики получаемой биметаллической конструкции без внутренних напряжений и трещин (рис. 5).
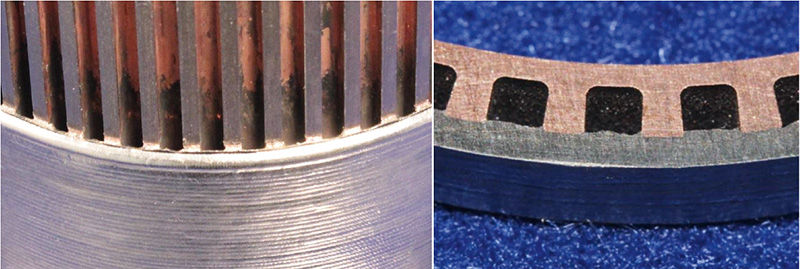
Рис. 5. Поперечный разрез и структура биметаллической конструкции, полученной методом LWDC
Успешный опыт проекта LCUSP продемонстрировал возможность использования различных технологий АП для цифрового проектирования и изготовления деталей и узлов ЖРД.
Опыт НАСА в области АП ракетных двигателей был использован компанией Virgin Orbit при изготовлении ЖРД ракеты LauncherOne. При участии MSFC для производства камеры сгорания этого двигателя был использован комбинированный процесс: сначала методом SLM изготавливался лайнер камеры сгорания из медного сплава, затем на гибридной установке DMG LT4300 на медный лайнер методом DED наносился слой жаропрочного сплава Inconel 625, после чего он обрабатывался режущим инструментом (рис. 6).
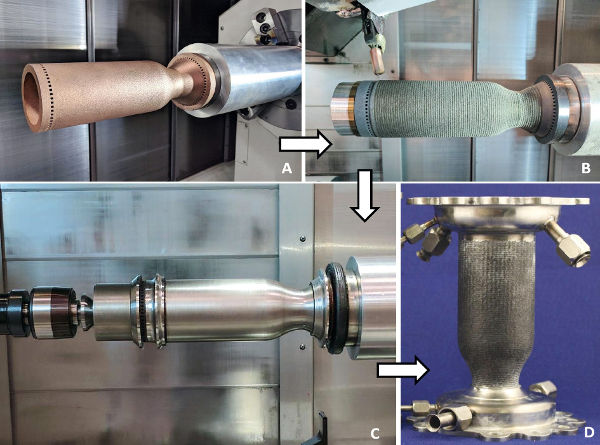
Рис. 6. Производство биметаллической камеры сгорания на установке DMG LT4300
Дальнейшие перспективы производства ракетных двигателей с использованием аддитивных технологий базируются на использовании созданного НАСА технологического задела:
— проект «Экспрессанализ и технология производства двигательной установки» Rapid Analysis and Manufacturing Propulsion Technology (RAMPT);
— использование ячеистых конструкций для формирования каналов охлаждения медного лайнера камеры сгорания.
Проект RAMPT предусматривает разработку и испытания ЖРД, изготовленного по двойной технологии, включающей SLM медного сплава для изготовления лайнера камеры сгорания и сопла с каналами охлаждения с последующей намоткой силовой рубашки из углеродного композитного материала (рис. 7).

Рис. 7. Производство композитной камеры сгорания
Использование в дальнейшем ячеистых конструкций для формирования каналов охлаждения медного лайнера позволит значительно снизить вес камеры сгорания и обеспечить лучший тепловой режим (рис. 8).

Рис. 8. Концепция камеры сгорания с использованием ячеистых конструкций
На рис. 9 изображена конструкция двигателя LCUSP, изготовленного с использованием аддитивных технологий.
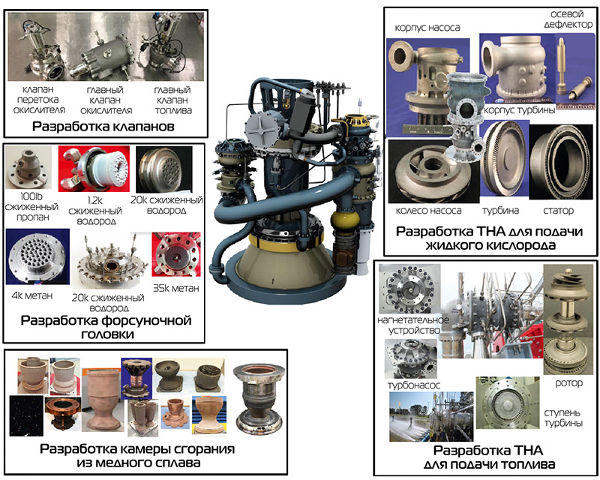
Рис. 9. ЖРД LCUSP и компоненты, изготовленные с использованием аддитивных технологий
Литература
1. А. В. Федотов. Аддитивные технологии для печати ракет. Аддитивные технологии.2018. № 1.
2. Paul Gradl, Sandy E. Greene, Christopher Protz, Brad Bullard, James Buzzell, Additive Manufacturing of Liquid Rocket Engine Combustion Devices: A Summary of Process Developments and HotFire Testing Results, материалы конференции ASEE Joint Propulsion Conference. 2018.
3. Paul R. Gradl, Chris Protz, Tal Wammen, Additive Manufacturing Development and Hotfire Testing of Liquid Rocket Channel Wall Nozzles using Blown Powder Directed Energy Deposition Inconel 625 and JBK‑75 Alloys, материалы конференции ASEE Joint Propulsion Conference. 2019.
4. Paul R. Gradl, Chris Protz, Tal Wammen, Bimetallic Channel Wall Nozzle Development and Hotfire Testing using Additively Manufactured Laser Wire Direct Closeout Technology, материалы конференции ASEE Joint Propulsion Conference. 2019.
Автор: А. В. Федотов, НПФ «ЭланПрактик»
Статья опубликована в журнале «Аддитивные технологии » № 1-2020

поделиться статьей с друзьями
добавить сообщение
Отправляя данную форму, даю согласие на обработку моих персональных данных в соответствии с Политикой в отношении обработки персональных данных.