
В данной статье подробно остановимся на особенностях и функционале вспомогательного оборудования применительно к конкретным производственным задачам.
1. Мокрый сепаратор (пылесос)
Мокрый сепаратор представляет собой пылесос для финального безопасного удаления из камеры 3D-принтера остатков металлических порошков, которые нельзя убрать другим способом. При работе с порошками для начала рекомендуется большую их часть аккуратно пересыпать в переливной контейнер или колодец с помощью кисточки или щетки.
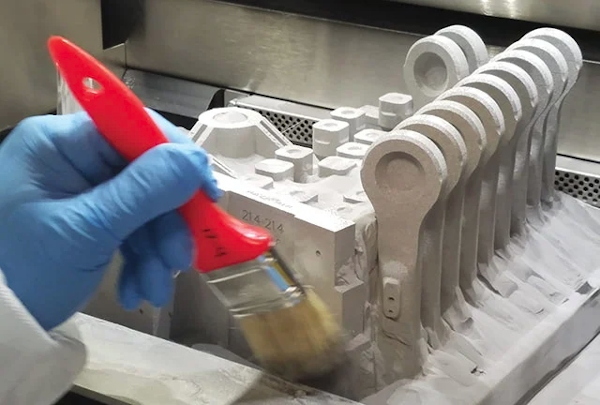
Основную часть остатков металлического порошка рекомендуется пересыпать кисточкой в переливной контейнер или колодец
Выбрасывать отработанный порошок нет необходимости, поскольку после просеивания его можно использовать повторно.
Далее потребуется протереть влажной безворсовой тканью те поверхности 3D-принтера, на которых после цикла печати остался порошок. В мокром сепараторе, как понятно из его названия, есть отсек с водой. Он пассивирует металлический порошок, за счет чего образуются тонкие поверхностные слои соединений, препятствующих коррозии. А также минимизирует реактивность: то есть делает его невосприимчивым к потенциально взрывоопасному взаимодействию с кислородом. Такая процедура облегчает утилизацию металлопорошка.

Промышленный взрывозащищенный пылесос
Важно знать, что мокрые сепараторы требуют обязательного ежедневного обслуживания. Особенно при работе с химически активными металлами, такими как сплавы титана и алюминия. Профессионалы советуют работать с качественными провайдерами услуг и химии, например, Kinetico Incorporated.
2. Автоматизированное удаление порошка (опционально)
Удаление порошка может осуществляться как в ручном, так и в автоматизированном режиме на специальном оборудовании. Последний способ особенно актуален, когда детали достаточно сложные, с большим количеством каналов и глухих отверстий. Присутствие человека только на этапе загрузки в такое оборудование минимизирует риск взрывоопасности, повышает гигиену труда, сокращает затраты на рабочую силу и извлечение порошка, повышает качество очистки и повторяемости процесса.
Основные преимущества систем автоматизированного удаления порошка:
- Вибрация плиты построения с переменной частотой и интенсивностью в соответствии с размером и геометрией размещенных на ней деталей для трудноудалимого порошка, а также во избежание повреждения хрупких или тонкостенных деталей.
- Вращение плиты в нескольких осях, что позволяет вычистить трудноудаляемый порошок внутри поддержек и каналов.
- Возможность использования инертного газа, необходимого для обработки порошков реактивных металлов, таких как титан и алюминий.
- Программирование и автоматизация для повторяемости циклов очистки и сокращения ручных операций.
- Использование сжатого воздуха или газа для облегчения процесса очистки в герметичной среде и избежания выброса твердых частиц в помещение цеха.
- Загрузка крупных деталей при помощи крана сверху системы или заднюю дверцу для интеграции системы загрузки с роботом.

Системы автоматизированного удаления порошка незаменимы при 3D-печати сложных деталей с множеством каналов и глухих отверстий
3. Перчаточные порты / бокс
Перчаточные порты - крайне полезная часть оборудования, особенно, для работы с реактивными металлами. Но они имеются не во всех 3D-принтерах. Порты позволяют оператору управлять ручными операциями с порошком в полностью герметичной камере.

Перчаточные порты предназначены для удаления реактивных материалов из камеры построения
Для химически неактивных металлов порты не являются обязательной частью оборудования.
Важно отметить, что перчаточные порты могут использоваться на 3D-принтерах. А вот перчаточный бокс - это уже автономный модуль для удобства работы с реактивными порошками за пределами 3D-принтера.

Перчаточный бокс является автономным модулем для работы с реактивными порошками вне 3D-принтера
Перчаточный бокс при использовании вместе с химически активными металлами позволяет удалять кислород с помощью инертного газа до требуемых значений ppm (parts per million - миллионная доля). С помощью бокса можно собирать порошок в контейнеры для его последующего просеивания или безопасной утилизации.
4. Порошковое сито или станция просеивания
При необходимости повторного использования порошка после каждой печати потребуется вибросито. Оно позволяет отделять крупные частицы и загрязняющие вещества. Вибросито обычно поставляется с 3D-принтером и может снабжаться функцией инертизации.

Ультразвуковая станция просеивания порошка
В более продвинутых системах используются станции просеивания. Это автоматическое оборудование, которое работает автономно в замкнутой системе с инертной средой без контроля оператора.

Станции просеивания работают автономно, в замкнутой системе с инертной средой, без контроля оператора
5. Ультразвуковая мойка / ультразвуковая ванна
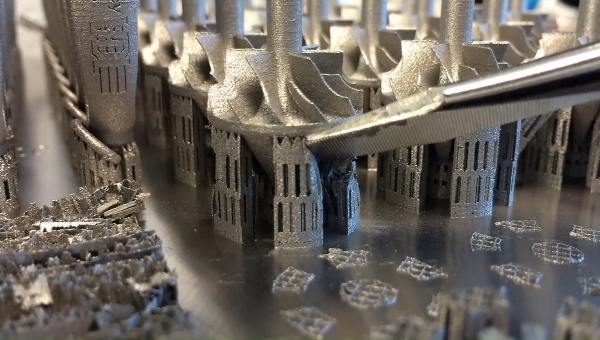
Назначение ультразвуковой очистки - вымыть как можно больше порошка из напечатанных деталей и платформы построения до момента проведения термообработки. При печати открытых сотовых структур, внешний вид которых имеет большое значение, а также минимизации шероховатости ответственных поверхностей, очень важно избавиться от всех остатков порошка, не удаленных с помощью пылесоса. Эти остатки при снятии напряжений в печи могут спечься с готовыми формами, что увеличит шероховатость и вес изделия.

Вид сотовых структур сразу после 3D-печати (обратите внимание на большое количество налипшего порошка)
Также УЗ-ванна используется в целях безопасности. Она позволяет минимизировать риск попадания несвязанного порошка в воздух во время последующих процессов, включая перенос изделия от одной технологической операции к другой. УЗ-ванну рекомендуется использовать дважды: первый раз перед снятием деталей с рабочей платформы и второй - после снятия.

Ультразвуковая ванна из нержавеющей стали
6. Электропечь
Печи в цикле работы могут использоваться один и более раз в зависимости от требуемых свойств изделий. Необходимым требованием при работе с деталями из металлов и сплавов является процедура снятия остаточных напряжений. Они возникают после сплавления высокоэнергетическим источником - лазерным лучом.
Существуют методики, минимизирующие напряжения путем задания определенных параметров и стратегий: например, в шахматном порядке вразброс по всей поверхности стола.
Важно снять напряжения у деталей перед их переносом с рабочей плиты - этот этап нельзя пропускать.
Виды электропечей, использующихся для технологии LB-PBF:
- ретортная в среде защитного газа (+вакуум) с горячей стенкой для титана,
- камерная с газационным коробом (850 °C - 1150 °C) для инконеля и кобальт-хрома,
- камерная с циркуляцией воздуха (150 °C или 450 °C) для алюминия.

Ретортная печь с температурой нагрева до 1100 °C
В целях безопасности и исключения оксидирования некоторых сплавов необходимо применять вакуумные печи или печи с азотом или аргоном.
Точный профиль программирования печи можно узнать у металлургов или найти в открытых источниках по каждому конкретному материалу.
Например, для деталей из нержавеющей стали подходит термообработка в атмосфере азота. А такие сплавы, как Inconel и Ti6Al4V, потребуют более высоких температур от 800 ºC до 1000 ºC в присутствии аргона. Удобно, но не всегда инвестиционно оправдано, использование в рамках одного предприятия более 2-х принтеров и разного рода печей для минимизации переналадки. При этом не придется переключать баллоны с одного газа на другой при замене металлопорошка. Но в любом случае использование аргона и азота обязательно при работе с реактивными и нереактивными металлами.
7. Снятие детали с плиты
При генерации управляющей программы на печать изделий технолог ориентирует детали должным образом на плите построения, определяет параметры для автоматического задания поддерживающих структур, расслоевки и штриховки лазерным лучом.
Поддерживающие структуры необходимы для удержания элементов моделей с углом наклона к горизонтали, как правило, меньше 45°. Существует оборудование, способное печатать без поддержек уже при 6-8° или ограничиваясь ими лишь в местах соприкосновения модели с плитой построения. Но здесь очень важно учитывать геометрию изделия, а также плотность и влажность порошка.
Поскольку поддержки - это временные структуры и нужны только для процесса построения, сразу после снятия напряжения в электропечи их необходимо удалить.
Удаление поддержек осуществляется за две основных операции:
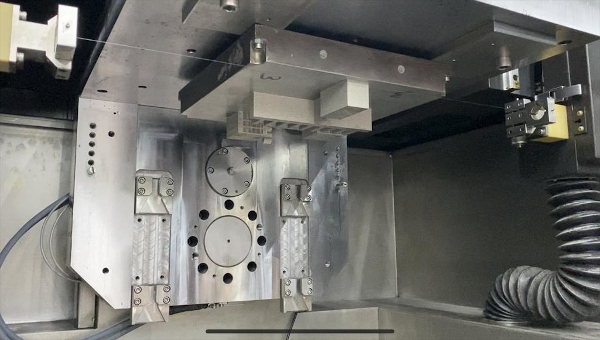
- снятие деталей с плиты при помощи проволочного электроэрозионного или ленточнопильного станка,
- удаление поддержек слесарным ручным или автоматизированным инструментом: пассатижами, напильником, бормашинкой, полировально-шлифовальным станком.

Проволочно-вырезной станок
Набирают популярность автоматизированные системы удаления деталей с плиты под произвольным углом, а не вертикально, как это принято в электроэрозионном и ленточнопильном оборудовании.
При заметно более низкой цене ленточнопильного оборудования стоит иметь в виду, что из-за толщины полотна пилы требуется предусмотреть несколько дополнительных слоев толщиной от 2 мм при 3D-печати. Это несколько увеличит время производства и его стоимость.
Для примера: толщина проволоки электроэрозионного станка может составлять всего 0,2 мм. Усилия при распиливании деталей пилой являются довольно значительными и нередко приводят к повреждению и деформации, особенно тонкостенных деталей. Сложнообрабатываемые материалы, такие как жаропрочные стали и титан, также представляют трудность для ленточной пилы.
Технология электроэрозионной обработки снижает затраты на производство и имеет некоторые преимущества по сравнению с ленточнопильной обработкой. Например, по части разницы в диаметре проволоки и толщине полотна.
Но с точки зрения скорости резания результаты у электроэрозии намного более скромные, чем у пилы. Кроме того, технология электроэрозионной обработки не всегда подходит для резки сложной геометрии или прорезания несущих конструкций. Поскольку стандартные электроэрозионные станки работают вертикально, их время наладки может быть очень долгим.
Автоматизированные системы обеспечивают скорость резки до 20 м/с. Это значительно выше, чем у обычной электроэрозионной обработки проволокой. Такие скорости достигаются благодаря сочетанию ряда передовых технологий.
Электроэрозионный станок, специально спроектированный для 3D-печати
8. Удаление поддержек
Аккуратное удаление поддержек с поверхности деталей осуществляется с использованием электрического инструмента, например, бормашин и шлифовально-полировальных станков.
Бормашины позволяют применять твердосплавные износостойкие наконечники, которые значительно ускоряют процесс постобработки. Для некоторых мелких деталей можно использовать обыкновенные напильники или надфили, предварительно убрав массивные части поддержек при помощи пассатижей. Задействуются как ручные, так и автоматизированные инструменты, особенно при большой загрузке слесарного отдела. Это дает разумное разделение труда с более высокой производительностью.
Удаление поддержек может осуществляться вручную или автоматизированным инструментом
В целях безопасности при удалении поддержек рекомендуется использовать средства индивидуальной защиты:
- медицинские одноразовые фильтрующие маски и респираторы классов FFP1, FFP2 и FFP3, респираторы N95,
- перчатки,
- защитные очки.
Это необходимо, поскольку в поддержках иногда остаются остатки порошка даже после их удаления с помощью УЗ-ванны. Поскольку на втором этапе используется преимущественно ручной инструмент, важно проектировать поддержки так, чтобы их мог удалить специалист. Контакт поддержек с деталью лучше делать со слабым механическим соединением.
Современным решением, но требующим определенных инвестиций, является автоматизированное оборудование. Технология может сочетать использование электрохимических импульсных методов, а также методов гидродинамики и химического удаления частиц. Преимущество такой технологии заключается в отсутствии механической обработки. Процесс удаления припекшегося порошка и поддержек происходит самым деликатным образом.

Изделие до (слева) и после (справа) автоматизированной обработки и удаления поддержек
9. Шлифование или фрезерование плит
Плита или рабочий стол - это расходная часть 3D-печати. Обычно используются плиты толщиной 20-40 мм из материала, совместимого с печатным. Однако нет необходимости изготавливать плиту в точности из материала модели.
Главное условие: деталь должна прочно привариваться к плите, а излишнее тепло от лазера быстро отводиться через поддержки. По окончании цикла плиту необходимо восстановить до качества, приемлемого для печати, и использовать повторно. Для этого применяется плоскошлифовальный, ротационный шлифовальный или фрезерный станок с ЧПУ. Станок с легкостью удаляет все оставшиеся на плите опоры и снимает тонкий верхний слой материала, сохраняя при этом плоскостность в пределах 100 мкм.

Шлифование плиты
Полировать плиты до зеркального блеска не требуется - лучше оставить легкую шероховатость для лучшего сцепления материалов. Обработку плит можно передать подрядчику, но тогда придется иметь их запас для бесперебойной работы. Собственный ЧПУ станок позволит минимизировать складские площади для хранения плит.

Фрезерование плиты
10. Окончательная обработка
Для получения качества поверхностей напечатанного изделия по чертежу можно использовать несколько популярных методов. Как минимум, потребуется пескоструйная или дробеструйная обработка. Она повышает эстетические качества детали, а также упрочняет ее поверхность.
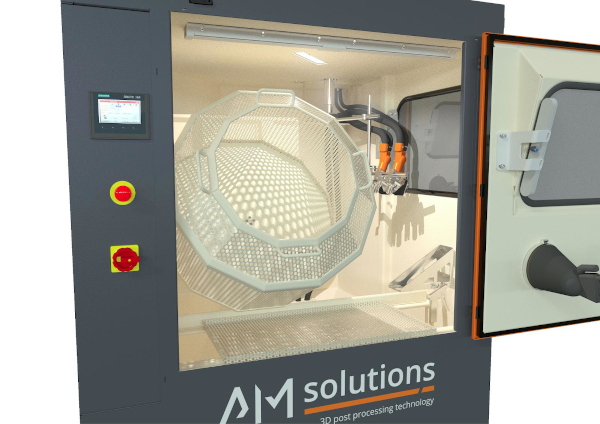
Система постпечатной обработки
Виброгалтовочная обработка используется для автоматизации работы при серийном производстве.
Для уменьшения шероховатости некоторых поверхностей, обозначения баз, получения отверстий и резьбы используется традиционное ЧПУ механообрабатывающее оборудование, например:
- фрезерные обрабатывающие центры с ЧПУ (лучше использовать 5-осевые),
- резьбонарезные манипуляторы.
За внутреннее металлургическое качество часто отвечает термообработка и горячее изостатическое прессование (ГИП).
Автор: Артём Кадников, руководитель направления оборудование для 3D-печати и постообработки компании TopStanok.

поделиться статьей с друзьями
добавить сообщение
Отправляя данную форму, даю согласие на обработку моих персональных данных в соответствии с Политикой в отношении обработки персональных данных.