
По статистике, постобработка занимает от 30 до 70 % времени, потраченного на весь процесс аддитивного производства. Одной из основных причин такого распределения времени является то, что постобработка практически всегда выполняется вручную. Это позволяет сделать вывод, что узкое место аддитивного производства заключается в постобработке изделия, а не в его печати.
На текущий момент все технологии постобработки сосредоточены над решением двух основных задач: улучшения качества поверхности и удаления поддержек.
В конце 2017 года была представлена уникальная технология по улучшению качества поверхности — DryLyte, о ней здесь и пойдет речь.
DryLyte — это технология сухого электрохимического шлифования и полирования металлических изделий с помощью переноса ионов металла посредством свободных твердых тел (рис. 1). Отличительной особенностью и уникальностью DryLyte является то, что жидкости не используются в качестве электролитов. Также, в отличие от традиционного способа полирования, обработка по технологии DryLyte сохраняет исходные формы изделия, включая углы и режущие кромки, происходит процесс объемного шлифования и полирования, при котором обрабатывается вся поверхность детали, какую бы сложную геометрию она ни имела.
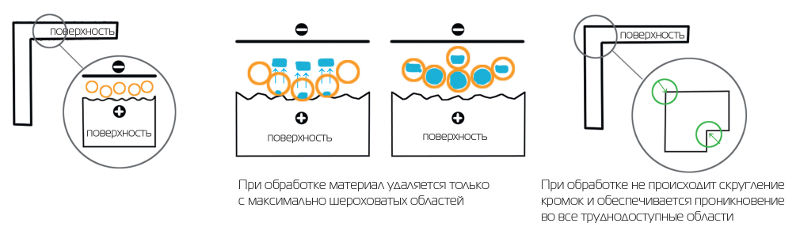
Рис. 1. Электрополирование металлических изделий по технологии DryLyte
Технология DryLyte обеспечивает зеркальную поверхность высочайшего качества, обработку за один шаг (рис. 2) и, что самое важное, позволяет предварительно рассчитать затраты. В 2018 году DryLyte была удостоена самой престижной премии в области технологий для аддитивного производства за лучшее решение для постобработки — TCT Awards.
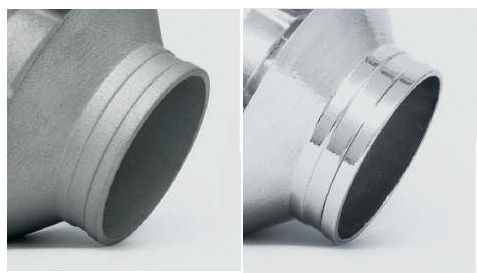
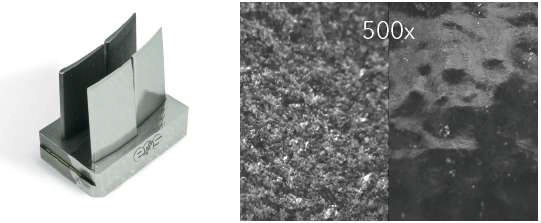
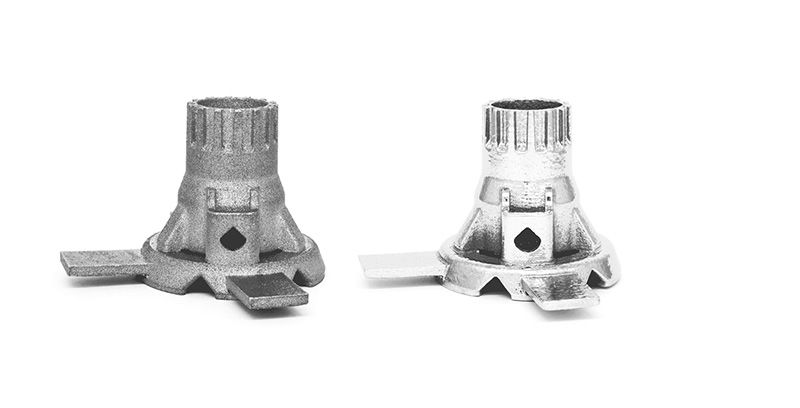

Рис. 2. Изделия до и после обработки. а) контргайка, б) лопатка
Генеральный директор компании TopStanok Евгений Андреевич Кузьмин поделился кейсом внедрения технологии DryLyte для обработки напечатанных стоматологических изделий.
В компанию обратилась международная стоматологическая компания 3DMED, деятельность которой сосредоточена на производстве систем исправления прикуса на основе собственных запатентованных технологий с использованием аддитивного производства взамен традиционного литейного.
Одно из выпускаемых изделий, систему зубных брекетов (рис. 3), компания производит с помощью SLMпечати. Сами изделия имеют размер немногим больше спичечной головки и достаточно сложную индивидуальную геометрию, исходящую из особенностей поверхности зубов пациента (рис. 4). Изделия устанавливаются непосредственно в ротовую полость и в связи с этим имеют высокие требования к финальному качеству поверхности и к безопасности.

Рис. 3. Система зубных брекетов с напечатанными изделиями

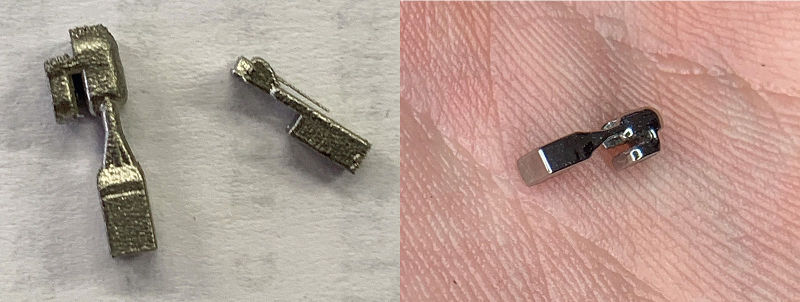
Рис. 4. Напечатанное металлическое изделие до и после обработки по технологии DryLyte
Учитывая вышеперечисленные характеристики, полировка изделия производилась исключительно вручную и занимала большое количество времени. Этап приемки качества изделия также был временнозатратным, так как каждый раз оператор допускал различные ошибки в процессе полировки или, что еще хуже, совершал брак. В случае брака приходилось печатать новое изделие и еще сильнее затягивать и без того долгий процесс производства.
Помимо этого компания попадала в большую зависимость от операторов постобработки: после их увольнения знания уходили вместе с сотрудниками, новых приходилось подолгу обучать. Оператор — достаточно подвижная категория специалистов, и делать это приходилось часто.
После очередного увольнения сотрудника компанией было принято решение искать автоматизированные решения для полировки, и она обратилась в TopStanok. Компания и ранее обращалась к различным специалистам, но на тот момент никто из инжиниринговых компаний не смог предложить автоматизированное решение для полировки таких мелких и сложных изделий.
Задача от заказчика была достаточно тривиальная — автоматизировать весь процесс постобработки, минимизировать необходимость участия человека в процессе, повысить эффективность и получить стабильное качество обработки от изделия к изделию.
Мы предложили решение для массовой полировки изделий, установку сухого электрохимического полирования Dlyte. На тот момент у нас было реализовано несколько проектов и огромное количество технологических тестов, и мы достаточно точно могли спрогнозировать результат обработки. Единственной загвоздкой являлся держатель деталей для обработки 96 изделий за раз — примерно такое количество два оператора успевали обработать за день. Наши технологи совместно с производителем разработали новый, на базе стандартного ювелирного держателя, причем даже с удвоенной вместимостью, что актуально для растущей компании.
Приведем цифры по проекту. Во‑первых, удалось добиться шероховатости поверхности изделия на ответственных поверхностях Ra 0,08 мкм, ранее же, при ручной полировке, нельзя было даже приблизиться к таким цифрам. Во‑вторых, впервые получилось отполировать замок изделия, до этого элемент не полировался ввиду труднодоступности.
Время обработки в пересчете на единицу изделия сократилось более, чем в 5 раз: с 5 минут до 56 секунд. Сократилась в 3,36 раза стоимость полировки единицы изделия (без учета амортизации) при недельном объеме полирования 480 единиц. При увеличении недельного объема производства до 960 единиц и использовании увеличенного держателя стоимость сокращалась в 6,23 раза. Это позволило обрабатывать за один рабочий день весь объем напечатанных за неделю изделий и освободить оператору 32 часа в неделю для реализации других задач. Этап приемки качества полирования партии изделий сократился до 5 минут на всю партию.
Таким образом, производственный цикл существенно сократился, а производительность выросла. Это позволило внедрить дополнительную линейку изделий, более дешевого ценового диапазона. Данная линейка долгое время была в планах компании, но ее ввод подразумевал существенное увеличение штата операторов, что влекло за собой дополнительные организационные сложности и расходы в связи с этим реализация проекта была отложена.
В результате проделанной работы был получен полностью автоматизированный, а самое важное, прогнозируемый процесс полировки изделия, стандартное качество от изделия к изделию независимо от партии.
В данном кейсе была использована самая маленькая установка Dlite серии 1 с объемом рабочей зоны 6 литров. Для сравнения — самая большая установка Dlyte больше описанной в 200 раз и имеет объем рабочей зоны 1200 литров.
Проведя огромное количество технологических тестов, мы можем с уверенностью заявить, что Dlyte — универсальный инструмент для финальной обработки и подходит как для полировки мелких изделий ювелирного типа, так и для партий крупногабаритных изделий, как, например, лопатка турбины.
Авторы: Парфенов Дмитрий Андреевич, Евгений Кузьмин, TopStanok
Статья опубликована в журнале «Аддитивные технологии » № 4-2019

поделиться статьей с друзьями
добавить сообщение
Отправляя данную форму, даю согласие на обработку моих персональных данных в соответствии с Политикой в отношении обработки персональных данных.